
Как производитель, специализирующийся на трубах из углеродного волокна, эта статья содержит прямые, практичные и прозрачные ответы на 10 вопросов, которые чаще всего задают пользователи Reddit, а также информацию об отрасли, которой обычно не делятся публично.
В этом руководстве рассказывается о поиске поставщиков, проверке подлинности, производственных процессах, проектировании слоев, обработке, соединении, контроле качества, прочности, производстве на заказ и разбивке затрат.
1. Где можно купить трубки из углеродного волокна?
Один из самых распространенных вопросов на Reddit - это: “Где можно Многие пользователи, особенно в Европе, сталкиваются с проблемой ограниченного числа поставщиков, высоких цен или длительных сроков изготовления. С точки зрения производителя, ответ зависит от типа трубки, которая вам нужна, и уровня требуемой настройки.
Основные способы покупки трубок из углеродного волокна
- Онлайн-площадки (Amazon, eBay, AliExpress)
Они легкодоступны и подходят для повседневных работ, но:- Качество непостоянно
- Детали компоновки (ориентация волокон) редко раскрываются
- Многие “карбоновые” трубки на самом деле являются гибридами карбона и стекловолокна
- Ограниченная прослеживаемость и слабая техническая поддержка
- Высокая цена. Для трубок из углеродного волокна с тем же качеством изготовления и качеством, заводская цена Alizn составляет лишь одну треть от их цены.
- Местные дистрибьюторы / промышленные поставщики
Особенно в Европе пользователи часто жалуются на то, что у них мало складских запасов, длительное время выполнения заказа и высокие цены на небольшие партии. Эти поставщики обычно ориентируются на крупных промышленных клиентов, а не на любителей или небольшие инженерные команды. - Напрямую от производителя (как Alizn)
Обычно это оптимальное соотношение цены, качества и технической поддержки, особенно если ваш проект не косметический, а структурный.
У Alizn, как правило, два пути поиска поставщиков: покупка стандартных труб или заказ труб по индивидуальному заказу.
Стандартные трубки из углеродного волокна имеют фиксированные диаметр и длину, быстро доставляются и отличаются неизменным качеством. Однако диапазон доступных диаметров ограничен, а конфигурация укладки (углы волокон, толщина стенок, обработка поверхности) не может быть изменена. У нас есть стандартные круглая труба из углеродного волокна, квадратная труба из углеродного волокна, стержень из углеродного волокна для вашего выбора, размер полный.
Трубки из углеродного волокна, изготовленные на заказ, позволяют указать каждую деталь - внутренний и внешний диаметр, толщину стенки, ориентацию наплавки (0°, ±45°, 90°), отделку поверхности, марку волокна. Этот вариант предпочтителен для робототехники, манипуляторов БПЛА, промышленных роликов, телескопических стоек и инженерных приложений, требующих значительных нагрузок. Индивидуальные заказы обычно требуют минимального количества и короткого времени изготовления, но гарантируют оптимальные характеристики для вашей конструкции.
Почему стоит покупать в Alizn?
Alizn предлагает уникальное преимущество по сравнению с типичными онлайн-продавцами или дистрибьюторами. Являясь прямым производителем, мы поддерживаем большой запас трубок из углеродного волокна стандартного размера и пресс-форм, что обеспечивает быструю доставку по всему миру, включая эффективную доставку в Европу, где поставки часто ограничены. Что еще более важно, мы специализируемся на полузаказных и полностью заказных трубках, предоставляя вам доступ к широкой библиотеке оправок, точным допускам и индивидуальным структурам укладки. без чрезмерного количества товара.
Каждая трубка Alizn производится с использованием высококачественного препрегового углеродного волокна, контролируемых циклов отверждения и строгих стандартов контроля. Это означает, что вы получаете стабильные механические характеристики, надежные размеры и полную отслеживаемость партии - преимущества, которые редко предлагают продавцы нестандартных изделий.
2. Как узнать, что это настоящее углеродное волокно, а не подделка?
Пользователи Reddit часто спрашивают, как проверить, является ли трубка настоящим углеродным волокном, потому что многие недорогие продукты на рынке на самом деле представляют собой стекловолоконные сердечники с тонкой карбоновой обмоткой или даже виниловые наклейки, напечатанные с карбоновыми узорами. Как производитель, мы полагаемся на строгие процессы поиска и проверки, чтобы гарантировать, что каждая трубка изготовлена из настоящего, высокоэффективного углеродного волокна, а не из косметических заменителей.
1. Испытание огнем: Настоящее углеродное волокно не горит
Быстрая проверка в полевых условиях заключается в том, чтобы подвергнуть небольшой скрытый участок трубки воздействию пламени.
- Настоящее углеродное волокно не горит и не плавится.
Волокна могут слегка светиться при сильном нагреве, но остаются целыми, не плавятся и не выделяют токсичных запахов. - Поддельное углеродное волокно будет гореть, плавиться или обесцвечиваться.
На трубках с пластиковой упаковкой или виниловым покрытием будут видны пузырьки, отслоения или дым.
Имитации из стекловолокна могут обугливаться и выделять сильный запах.
Эта простая проверка - один из самых быстрых способов выявить подделку.
2. Проверка веса: Углеродное волокно чрезвычайно легкое
Трубки из углеродного волокна известны тем, что очень лёгкий-Плотность стали составляет около четверти.
Если трубка кажется неожиданно тяжелой, это часто так:
- Металлическая трубка, обернутая пленкой с рисунком из углеродного волокна
- Плотная пластиковая туба с косметической упаковкой
- Стеклопластиковая труба, покрытая углеродной тканью
Настоящее углеродное волокно должно быть удивительно легким на ощупь.
3. Визуальный осмотр: Ищите глубину и реальную текстуру плетения
Настоящая трубка из углеродного волокна обычно имеет:
- Глубокий 3D визуальный эффект
- Четкий, выверенный рисунок волокон
- Глянцевая или гладкая, полированная поверхность
Поддельные трубки часто раскрываются:
- Плоские, повторяющиеся печатные рисунки
- Отсутствие глубины
- Размытый или непостоянный вид плетения
- Искажение рисунка на швах (там, где наклейка накладывается друг на друга)
Если он выглядит слишком идеальным или плоским, скорее всего, это не настоящее углеродное волокно.
4. Тест на царапины: Подделки с пленочным покрытием легко повредить
Слегка поцарапайте поверхность ногтем или пластиковым скребком.
- Настоящее углеродное волокно имеет защитный слой из смолы или прозрачного покрытия. При легком царапании на нем останутся лишь незначительные следы.
- Поддельное углеродное волокно, изготовленное с помощью наклеек или напечатанной пленки, легко отслаивается, обнажая пластик или металл, находящийся под ним.
Это один из самых простых этапов проверки в домашних условиях.
5. Проверьте наличие этикеток производителя и технических характеристик
Подлинные трубки из углеродного волокна от авторитетных поставщиков обычно включают в себя:
- Номера партий
- Идентификация производителя
- Технические характеристики материалов
- Данные о плотности или проводимости
Если продавец не может предоставить документацию, это серьезный сигнал тревоги.
реальный случай
Сравнение цен на Amazon показывает, что защитные щитки для голени “с текстурой из углеродного волокна” или “в стиле углеродного волокна” продаются по значительно более низким ценам. В этих объявлениях часто используется формулировка, намекающая на углеродное волокно, но обычно это просто пластик с напечатанным рисунком. Низкая цена - это самый большой предупреждающий знак для покупателей.
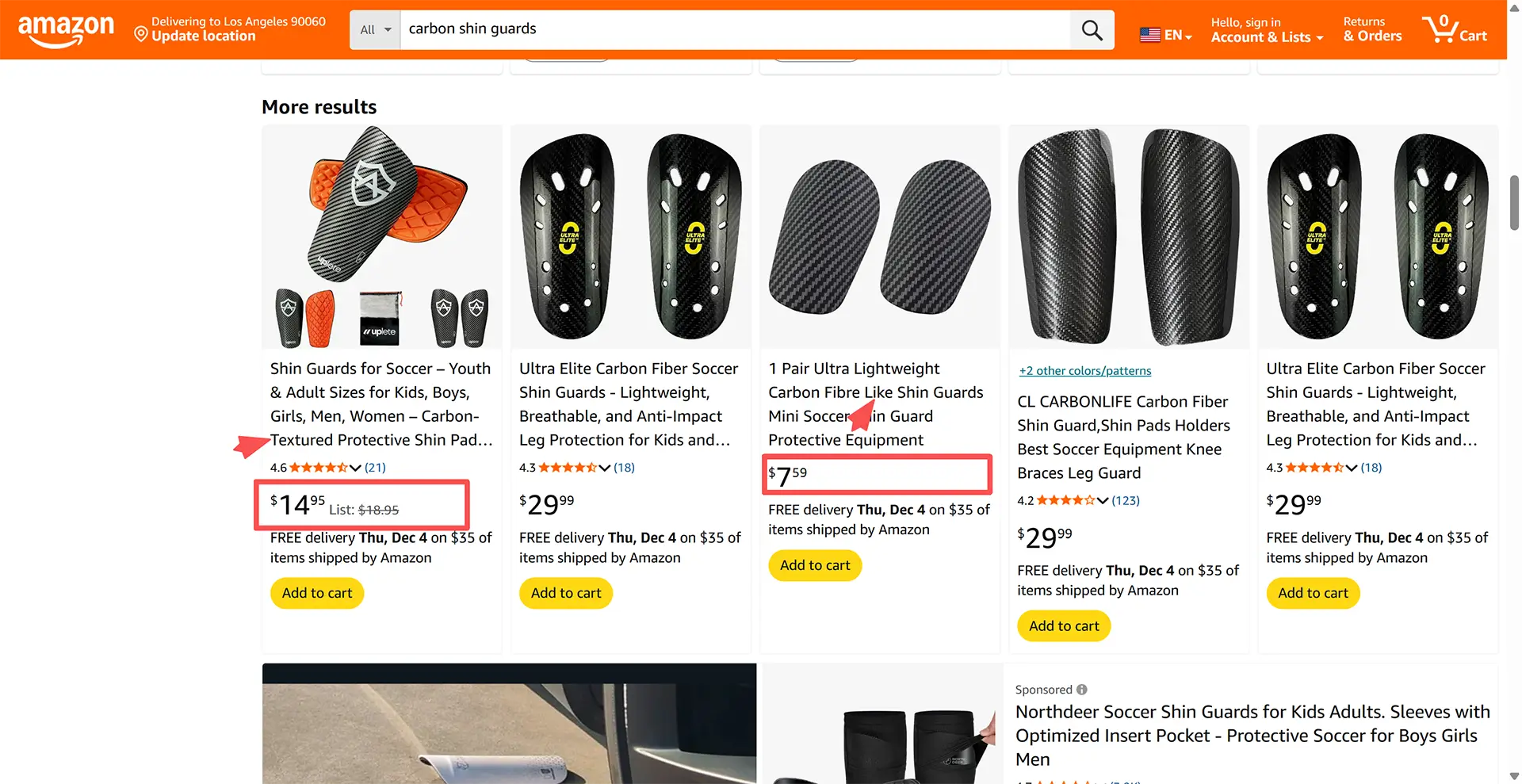
Сравнение сбоку поддельных голеностопов с текстурой из углеродного волокна (слева) и настоящих голеностопов из углеродного волокна (справа). Настоящая версия демонстрирует четкую 3D-глубину, непрерывное переплетение волокон и чистое отражение, в то время как поддельная версия имеет только плоский напечатанный рисунок без структурных волокон.

Прежде чем покупать изделия из углеродного волокна, важно не ограничиваться только ценой и тщательно проверять материалы у продавца. Подлинное углеродное волокно требует дорогостоящего сырья, специализированных форм и профессиональных процессов полимеризации, поэтому оно не может продаваться по нереально низким ценам. Если в описании товара используются такие термины, как “текстурированное углеродное волокно”, “стиль углеродного волокна” или “рисунок углеродного волокна”, это обычно означает, что товар изготовлен не из настоящего углеродного волокна. Всегда спрашивайте продавца, действительно ли изделие изготовлено из углеродного волокна и эпоксидной смолы, а перед оформлением заказа попросите показать фотографии плетения и краев крупным планом. Осторожность поможет вам избежать разочарований и гарантировать, что вы получите ожидаемые характеристики и долговечность.
3. Как разработать компоновку (ориентацию волокон) для обеспечения прочности труб из углеродного волокна
Прочность и жесткость трубок из углеродного волокна в значительной степени зависят от способа укладки, то есть от того, как волокна ориентированы в ламинате. Поскольку углеродное волокно имеет высокую направленность, его характеристики существенно зависят от угла, под которым расположены волокна. Хорошо продуманная компоновка определяет поведение трубки при растяжении, сжатии, изгибе, кручении и радиальных нагрузках.
1. Укладка под углом 0° - максимальная осевая прочность и жесткость на изгиб
Волокна на 0° проходят параллельно оси трубки.
Они предоставляют:
- Очень высокая прочность на разрыв по всей длине трубки
- Отличная прочность на сжатие
- Максимальная жесткость на изгиб
Эта ориентация несет большую часть нагрузки в балках, беспилотных летательных аппаратах, длинных стойках и конструкционных трубах. Трубы из прессованного углеродного волокна обычно в значительной степени состоят из волокон, расположенных под углом 0°, поэтому они обладают превосходной осевой жесткостью, но ограничены в кручении.
2. Укладка под углом ±45° - критична для нагрузок на кручение и сдвиг
Ручка для слоев ±45°:
- Торсионные (скручивающие) нагрузки
- Силы сдвига
- Внеосевые напряжения
- Распределение воздействия
Если труба должна противостоять скручиванию - например, в приводных валах, роботизированных шарнирах, имбалах или стрелах БПЛА, - слои под углом ±45° просто необходимы. Они помогают стабилизировать конструкцию и предотвратить разрушения, связанные со сдвигом.
3. Укладка под углом 90° - прочность на обруч и сопротивление раздавливанию
Волокна, размещенные в 90° оберните по окружности трубки.
Они доставляют:
- Высокая прочность обруча
- Улучшенная радиальная жесткость
- Повышенная прочность на раздавливание и удар
- Стабильность размеров при сжатии
Эти слои защищают трубу от овализации или локального смятия, особенно в тонкостенных трубах или трубах, испытывающих давление захвата, зажима или бокового удара.
4. Сбалансированные слои для разнонаправленных характеристик
В большинстве высококачественных труб из углеродного волокна, обернутых в рулон, используется комбинация:
- Слои 0° для осевой жесткости
- Слои ±45° для скручивания
- Слои под углом 90° для усиления обруча
Производители наносят эти слои симметрично и сбалансировано, чтобы уменьшить коробление, остаточное напряжение или скручивание во время отверждения. Это обеспечивает стабильные и предсказуемые механические характеристики.
Рулонные трубки позволяют точно контролировать угол наклона волокон, в то время как пултрудированные трубки в основном используют волокна с углом наклона 0°, но могут включать дополнительные слои обмотки для повышения сопротивления кручению или раздавливанию.
5. Выбор правильной укладки для вашего применения
- Структуры с преобладанием изгиба: приоритет волокон 0°
- Крутящие нагрузки: увеличение ±45° слоев
- Радиальное сжатие или зажим: добавьте слои под углом 90°
- Общая универсальность: используйте квазиизотропный слой (смесь 0° / ±45° / 90°)
4. Как соединить или скрепить две трубки из углеродного волокна?
Соединение труб из углеродного волокна сильно отличается от соединения металлических труб. В отличие от алюминия или стали, углеродное волокно нельзя сваривать - любая попытка сварить его приведет к выжиганию смолы, ослаблению волокон и необратимому повреждению конструкции. Вместо этого производители используют клеевое соединение, внутренние втулки, внешние соединители и специально разработанные коннекторы. Пользователи Reddit часто сталкиваются с этой темой, потому что сверление, болты или заклепки из углеродного волокна могут легко вызвать расслоение, трещины или разрыв волокон, что снижает несущую способность трубы. Ниже приведен профессиональный обзор самых надежных и прочных соединительных решений.
1. Использование внутренней втулки (наиболее распространенный и надежный метод)
Наиболее распространенным методом является использование внутренней втулки, также называемой внутренней трубкой или вставкой. Эта втулка обычно изготавливается из другой трубки из углеродного волокна с немного меньшим внешним диаметром или из точно обработанной алюминиевой вставки.
Процесс прост:
- Слегка отшлифуйте внутреннюю поверхность внешней трубки и внешнюю поверхность втулки.
- Очистите все склеиваемые поверхности спиртом.
- Нанесите высокопрочную структурную эпоксидную смолу.
- Наденьте две трубки из углеродного волокна на втулку до полной посадки.
Внутренняя гильза создает длинную зону склеивания, равномерно распределяет нагрузку и позволяет избежать сверления отверстий, которые могут ослабить стенки трубы.
2. Эпоксидное склеивание (основной метод соединения)
Структурная эпоксидная смола - это “клеевая версия сварки” для композитных материалов. Высококачественные эпоксидные смолы очень хорошо соединяются с трубками из углеродного волокна, поскольку в обоих материалах используется одна и та же смола.
Чтобы обеспечить прочную связь:
- Используйте медленно отвердевающий высокопрочный эпоксидный клей.
- Отшлифуйте поверхности наждачной бумагой с зернистостью 180-320.
- Сохраняйте правильное выравнивание во время полимеризации.
Если все сделано правильно, линия соединения может быть прочнее самой трубки.
3. Механические разъемы (при необходимости демонтажа)
Иногда пользователям требуется соединение, которое можно снять или отрегулировать. В таких случаях производители предлагают:
- Модульные зажимные соединители
- Соединители из анодированного алюминия
- Резьбовые концевые фитинги
- Быстросъемные разъемы
Эти соединители обхватывают трубку без сверления отверстий, сохраняя структурную целостность трубок из углеродного волокна.
4. Почему не рекомендуется сверлить, клепать или крепить болтами
Хотя металлические трубы можно сверлить или склепывать, в случае с трубами из углеродного волокна это может привести к повреждениям:
- Расслаивание
- Концентрация напряжений
- Трещины вокруг просверленного участка
- Длительное усталостное разрушение
Сверление ослабляет композитные слои, снижая прочность и долговечность. Производители обычно советуют избегать этого метода, если нет крайней необходимости.
5. Постобработка и нестандартная фурнитура
Для более сложных конструкций можно изготовить на заказ обработанные соединители из углеродного волокна или формованного композита. Эти детали разработаны таким образом, чтобы сохранять непрерывность волокон, соответствовать геометрии трубки и обеспечивать максимальную прочность соединения.
Для большинства применений клеевое соединение с внутренними или внешними втулками обеспечивает самое прочное, безопасное и надежное соединение. Специально разработанные соединители и зажимные системы из углеродного волокна предпочтительнее, чем сверление или крепление болтами, поскольку они сохраняют структурную целостность и предотвращают расслоение. Выбор правильного метода гарантирует, что ваши трубки из углеродного волокна останутся легкими, прочными и долговечными - именно такими, какими они были спроектированы.
5. Можно ли безопасно сверлить или обрабатывать трубки из углеродного волокна?
В сообществах Reddit, таких как r/AskEngineers, одним из самых распространенных вопросов является: “Если я просверлю отверстие в трубках из углеродного волокна, будут ли они трескаться или расслаиваться?”.”
Короткий ответ: да, могут - если их не обрабатывать должным образом. Углеродное волокно - это композитный материал, а не металл, поэтому оно по-разному реагирует на сверление, резку и механическую обработку. Однако при использовании правильных инструментов и технологий трубы из углеродного волокна можно обрабатывать безопасно и чисто.

1. Трубки из углеродного волокна требуют специализированных инструментов
Углеродное волокно является чрезвычайно абразивным материалом, который быстро изнашивает обычные инструменты. Для сверления или обработки производители рекомендуют:
- Сверла с алмазным покрытием
- Твердосплавные сверла или твердосплавные борфрезы
- Пильные диски с твердосплавными или алмазными напайками
Эти инструменты сохраняют остроту и предотвращают истирание краев отверстий. Всегда избегайте тупых инструментов - тупые кромки вызывают разрывы, расслоение и нагрев.
2. Управление скоростью, подачей и нагревом
Тепло - враг при обработке композитов. Чрезмерное тепло размягчает смолу и может сжечь или обесцветить трубки из углеродного волокна. Чтобы предотвратить это:
- Используйте медленную или умеренную скорость вращения шпинделя
- Поддерживайте постоянную, мягкую скорость подачи
- Используйте воздушное охлаждение или сжатый воздух для удаления стружки
- Избегайте агрессивного врезного сверления
В некоторых случаях можно использовать охлаждающую жидкость, но во избежание попадания влаги на поверхность предпочтительнее использовать сжатый воздух.
3. Поддержите трубку изнутри перед сверлением
Трубки из углеродного волокна могут деформироваться или изгибаться во время сверления. Пользователи Reddit и инженеры часто рекомендуют:
- Вставьте в трубку деревянный штифт, пластиковый стержень или алюминиевую вставку
- Надежное зажатие трубки с помощью мягких губок или зажимов с резиновой прокладкой
- Избегание точечных нагрузок на стенку трубы
Внутренняя опора снижает вибрацию, предотвращает образование сколов и помогает сохранить чистоту края отверстия.
4. Избегайте прямой резьбы и лишних отверстий
Сверление и нарезание резьбы в трубках из углеродного волокна - дело рискованное. Тонкие стенки и многослойные композиты могут легко расслаиваться или трескаться. Производители рекомендуют такие альтернативы, как:
- Скрепленные резьбовые вставки
- Металлические гильзы или заглушки, вклеенные внутрь трубы
- Гайки, соединенные эпоксидной смолой
- Внешние или внутренние разъемы в виде зажимов
Это позволяет избежать ослабления структурных волокон и сохранить прочность трубки.
5. Резка, снятие фаски и обработка кромок
При резке труб из углеродного волокна используйте:
- Алмазные или твердосплавные отрезные круги
- Пила с мелкими зубьями
- Лента, обернутая вокруг линии разреза для уменьшения истирания
После резки зачистите край легкой шлифовкой или машинным снятием фаски. Никогда не используйте шлифовальные круги, которые могут разорвать слои волокон или перегреть смолу.
6. Безопасность при работе с пылью: Крайне важно
Пыль из углеродного волокна - мелкая, проводящая и опасная для дыхания. Всегда используйте:
- Респиратор или противопылевая маска
- Защита глаз
- Вакуумная вытяжка или сбор пыли
- Защитная одежда для предотвращения раздражения кожи
Не допускайте скопления пыли вблизи электроники, так как она может вызвать короткое замыкание.
Вы можно Сверлить или обрабатывать трубки из углеродного волокна безопасно - но только при наличии правильных инструментов, надлежащей опоры и тщательного контроля тепла и вибрации. Избегайте лишних отверстий, по возможности используйте вставки на связке и всегда защищайте себя от пыли углеродного волокна. При правильных методах обработки трубки из углеродного волокна можно обрабатывать чисто и без ущерба для их структурной прочности.
6. Какие производственные процессы используются для изготовления труб из углеродного волокна?
Сравнительная таблица процессов
Ниже представлено сравнение четырех производственных процессов по ключевым аспектам:
| Процесс | Идеальная форма/тип трубки | Объем производства | Основные сильные стороны | Ограничения |
|---|---|---|---|---|
| Автоклавное отверждение | Сложные или короткие трубки (круглые/квадратные) | От низкого до среднего | Высочайшее уплотнение волокон; превосходная точность и качество поверхности | Высокая стоимость; длительное время цикла; пакетный процесс ограничивает производительность; дорогостоящее хранение препрега |
| Рулонная упаковка | Нестандартные или стандартные трубки | Средний | Автоматизированная или полуавтоматизированная намотка обеспечивает равномерную укладку и более высокую производительность; | Все еще ограничено длиной оправки и настройкой; |
| Пултрузия | Длинные прямые трубы (постоянного сечения) | Высокий (непрерывный) | Постоянство размеров и прямолинейности; высокая производительность; экономичность в масштабе | Ограничены фиксированным поперечным сечением; ориентация волокон в основном осевая; меньшая гибкость конструкции |
| Намотка нити | Цилиндрические трубы, сосуды под давлением | Средний (после настройки) | Контролируемая ориентация волокон (обруч/ось) для максимальной прочности; большой объем волокон; масштабируемость | Как правило, только цилиндрические; требуется оправка; необходима внутренняя обработка; сложная интеграция вставки |
| Компрессионное формование | Короткие и средние трубки | От среднего до высокого (на основе циклов) | Отличная повторяемость и качество обработки поверхности; быстрое время цикла; совместимость с термореактивными и термопластичными композитами; возможность создания сложных элементов | Требуются подходящие металлические формы; высокая стоимость оснастки; ограничение по размеру детали и мощности пресса; меньшая непрерывность длины волокна |
Каждый процесс сбалансирован по производительности, стоимости и гибкости. Например, рулонная упаковка позволяет создавать нестандартные формы, в то время как пултрузия снижает стоимость единицы продукции при больших объемах за счет гибкости геометрии. Намотка нитей не имеет себе равных, когда требуется точный контроль прочности в цилиндре, автоклавное отверждение не имеет себе равных по точности и консолидации волокон, а компрессионное формование устраняет разрыв, обеспечивая более высокую производительность при сложных геометрических формах после установки пресс-форм.
Сравнительная характеристика процессов
В следующей таблице показано, как трубки из каждого процесса отличаются по ключевым свойствам:
| Недвижимость | Трубка, отвержденная в автоклаве | Свернутая в рулон трубка | Трубка из политрубочного материала | Трубка с филаментным покрытием | Компрессионно-формованная трубка |
|---|---|---|---|---|---|
| Ориентация волокон | Полностью настраиваемая укладка | Настраиваемые, послойные | В основном 0° (осевой) | Контролируемые спиральные/петлевые узоры | Случайная или квазиизотропная (мат/преформа) |
| Толщина стенок | Изменяется при укладке | Изменяется путем намотки слоев | Постоянный (фиксированный зазор между матрицами) | Постоянная намотка на оправку | Контролируется полостью пресс-формы |
| Длина Возможность | Ограничено размерами автоклава | Ограничен размером оправки (~<10 м) | Очень долго (непрерывно) | Длинные, ограниченные оправкой | Ограничено формой/прессом (обычно ~<2 м) |
| Швы/соединения | Бесшовные (если используется одна упаковка или форма) | Наличие накладного шва | Бесшовные непрерывные | Бесшовные | Бесшовные (закрытая форма) |
| Допуск на размеры | Отлично (±0,2 мм или лучше) | Умеренный | Очень хорошо по длине | Хорошая окружность | Отличная повторяемость (типичная ±0,1-0,3 мм) |
| Отделка поверхности | Превосходно (под давлением) | Хорошо, если подстрижен. | Хорошо (гладкий штамп) | Хорошо (внешняя поверхность гладкая, внутренняя нуждается в полировке) | Превосходно (полировка в пресс-форме) |
| Производительность/стоимость | Низкая производительность, высокая стоимость одной детали | Средняя производительность, умеренная стоимость | Высокая производительность, низкая стоимость | Средняя производительность, умеренная стоимость | Высокая производительность после оснастки, низкая стоимость единицы продукции |
Используя эти критерии, группа закупок может взвесить компромиссы. Например, если для партии опытных труб требуется предельная точность, оправдано автоклавное отверждение. Если требуется большое количество однородных промышленных труб, то пултрузия позволит сэкономить средства. Если требуется специальная укладка волокон (например, чередование углов волокон), выигрывают методы компрессионного формования/филаментного формования.
7. Могу ли я заказать нестандартные размеры / большие диаметры для трубок из углеродного волокна?
На Reddit и астрономических форумах, таких как Cloudy Nights, многие пользователи задают один и тот же вопрос:
“Можно ли заказать трубки из углеродного волокна очень большого диаметра - 120 мм, 130 мм или даже больше?”
Еще один распространенный вопрос - могут ли производители поставлять изделия нестандартной длины, например, длинные цельные телескопические трубы или телескопические секции.
Короткий ответ: да, трубки из углеродного волокна могут быть изготовлены по индивидуальному заказу, но доступность, стоимость и сроки поставки во многом зависят от размеров пресс-форм, которыми уже владеет производитель.
1. Трубки из углеродного волокна большого диаметра возможны, но менее распространены
Стандартные трубки из углеродного волокна, представленные на рынке, обычно варьируются от Наружный диаметр от 10 мм до 100 мм.
Как только размер превышает 100-120 мм, трубки становятся “нестандартными”:
- Меньше производителей держат на складе большие оправки
- Формы занимают много места при хранении
- Производство становится более трудоемким
Именно поэтому пользователи Reddit часто комментируют, что “130-миллиметровые трубки из углеродного волокна невозможно найти в продаже”.”
Однако специализированные производители можно Производите их, только минимальный объем заказа (MOQ) может быть выше.
2. Какие части трубки из углеродного волокна могут быть изготовлены по индивидуальному заказу?
Профессиональные производители углеродного волокна могут настроить практически любую спецификацию, включая:
- Внутренний и внешний диаметр (ID / OD)
- Длина и толщина стенок
- Углы укладки ламината (0°, 90°, ±45°, UD, тканые)
- Система смол (стандартная эпоксидная смола, высокотемпературная эпоксидная смола, УФ-стойкая смола)
- Отделка поверхности (матовая, глянцевая, саржевая, полотняная)
- Метод производства (рулонный, намотанный на нить, пултрудированный)
Это позволяет инженерам и любителям изменять жесткость, прочность, вес и внешний вид трубки.
3. MOQ, время выполнения заказа и затраты на оснастку
Если у производителя уже есть готовая пресс-форма:
- MOQ: 1-10 шт.
- Время выполнения: 7-15 дней
Если диаметр нестандартный и требует новой пресс-формы:
- Стоимость инструмента (зависит от диаметра и длины)
- MOQ: обычно 30-100 шт.
- Время выполнения: 20-35 дней, включая изготовление новой формы
Именно поэтому многие пользователи Reddit говорят, что трубки большого диаметра “дорогие, если не покупать их оптом”.”
4. Инвентаризация пресс-форм Alizn: Легко проверить стандартные размеры
Каждый производитель трубок из углеродного волокна имеет на складе пресс-формы различных размеров. Чтобы облегчить процесс для покупателей, ALIZN перечисляет все доступные круглые трубы из углеродного волокна, квадратные трубы, и стержни из углеродного волокна прямо на сайте. Клиенты могут быстро проверить, существует ли уже нужный им размер:
- Если пресс-форма существует → нет затрат на оснастку
- Если пресс-формы не существует → требуется новая оснастка, что обычно нерентабельно для небольших заказов
Для нестандартных диаметров, очень больших труб или специальных структурных применений ALIZN может предоставить инженерную поддержку, дизайн ламинирования и подробные варианты производства.
8. Прочность/эффективность трубок из углеродного волокна в конкретных областях применения
(такие как подвеска и структурные компоненты)
На Reddit - особенно в подфорумах, посвященных FSAE, робототехнике, аэрокосмической промышленности и машиностроению, - студенты часто спрашивают, могут ли трубки из углеродного волокна безопасно заменить алюминиевые или стальные компоненты. Это распространенное опасение: углеродное волокно кажется легким в руке, поэтому люди полагают, что оно должно быть хрупким. Но при правильном проектировании и производстве трубки из углеродного волокна обладают исключительными структурными характеристиками, намного превышающими те, которые можно предположить по их весу.
1. Сравнение прочности материалов
Чтобы понять, почему углеродное волокно так хорошо работает, нужно сравнить его с традиционными инженерными металлами. Ниже приведено упрощенное сравнение прочности на разрыв и удельной прочности (отношение прочности к весу):
| Материал | Прочность на разрыв | Удельная сила (сила/вес) |
|---|---|---|
| Углеродное волокно (высокопрочное UD) | 1,500-3,500 МПа | Самый высокий |
| Алюминий 6061-T6 | ~310 МПа | Умеренный |
| Алюминий 7075-T6 | ~550 МПа | Высокий |
| Хромомолибденовая сталь (4130) | 700-1,000 МПа | Низкий (более тяжелый) |
Предельная прочность углеродного волокна на разрыв часто 3-6× выше, чем у алюминия и 2-3× выше, чем у стали, Особенно при сравнении удельной прочности. В реальных приложениях, таких как толкатели подвески, рычаги управления, роботизированные манипуляторы и несущие конструкции, такая высокая осевая прочность обеспечивает значительное преимущество.
2. Почему трубки из углеродного волокна так хорошо работают в подвеске
Трубки из углеродного волокна обычно изготавливаются с однонаправленными волокнами 0° для осевой нагрузки, поддерживаемыми слоями ±45° и 90° для сопротивления кручению и смятию. Такая конструкция ламината напрямую соответствует требованиям, предъявляемым к элементам подвески:
- Осевая нагрузка (толкание/выталкивание) → обрабатывается волокнами 0°
- Жесткость на изгиб → зависит от диаметра трубы и толщины стенки
- Кручение при прохождении поворотов/рулевом управлении → улучшено с помощью волокон ±45°
- Местное дробление на концах стержней → при использовании вклеенных вставок или алюминиевых концевых фитингов
Именно поэтому в профессиональном автоспорте (IndyCar, F2, WRC, LMP2) широко используются карбоновые шатуны и рычаги управления.
Так достаточно ли прочен углепластик? Безусловно, при правильном проектировании
Трубки из углеродного волокна могут быть легкими, но их структурная прочность оставляет желать лучшего. При правильной укладке и в паре с правильно скрепленными наконечниками штоков трубки подвески из углеродного волокна могут превосходить алюминиевые и даже стальные во многих случаях.
Для команд или инженерных приложений смысл очевиден:
Трубки из углеродного волокна не просто “легкие”. Они очень прочны и при правильном проектировании полностью пригодны для использования в подвесках и конструкциях.
9. Вопросы о производстве трубок из углеродного волокна (пресс-форма/мандрель)
Распространенные типы оправок, используемых для изготовления трубок из углеродного волокна
Цельнолитая стальная или алюминиевая оправка: Это самый распространенный и долговечный тип оправки. Поверхность может быть отполирована или покрыта для более легкого извлечения. Он подходит для прямых труб или цилиндрических деталей средней сложности. К преимуществам относятся высокая жесткость и стабильные размеры. Недостатком является то, что для развальцовки требуется открытый конец или процесс вытягивания/отрезания. Цельные оправки широко используются в рулонных линиях для крупносерийного производства.
Разъемная оправка (сегментная оправка): Состоит из двух или более секций, которые могут быть разделены после отверждения. Такая конструкция идеально подходит для длинных труб, больших диаметров или форм, которые нельзя снять с обоих концов. Разъемные оправки широко используются в процессах компрессионного формования и обеспечивают превосходное соответствие размеров.
Складной или надувной дорн (дорн с пузырьком): Внутренняя структура может разрушаться или сдуваться после отверждения, что облегчает удаление. Этот тип часто используется для тонкостенных труб, труб очень малого диаметра, длинных труб или деталей со сложной внутренней формой. Он значительно упрощает процесс формовки.
Растворимая или жертвенная оправка: Изготавливается из воска, соли, растворимых пластмасс или материалов с низкой температурой плавления. После отверждения оправка растворяется или расплавляется. Она подходит для сложных сечений или внутренних элементов, которые невозможно удалить механически, но обычно используется для небольших партий или производства прототипов.
Оправка с керамическим, тефлоновым или поверхностным покрытием: Эти оправки имеют низкоадгезионное покрытие, например PTFE, или изготовлены из высокотемпературных керамических материалов. Они используются, когда требуется гладкая внутренняя поверхность и улучшенные характеристики разжима.
Одноразовый или мягкий дорн (дорн из пенопласта или полимера): В основном используется для низкотемпературного отверждения или изготовления прототипов. Стоимость низкая, но срок службы короткий, что делает его подходящим для производства образцов или раннего тестирования.
Лучший выбор оправки для каждого производственного процесса
Референтные процессы из: производство труб из углеродного волокна (намотка нитей, рулонная обмотка, пултрузия, формование пузырей и т.д.).
Ниже приведены рекомендуемые типы оправок для каждого процесса.
- Рулонная упаковка (препрег + печь/автоклав)
Лучшие оправки: цельнометаллические оправки (алюминиевые или стальные) или разъемные оправки для больших трубок.
Причина: они выдерживают высокую температуру и давление, сохраняют точную округлость и обеспечивают превосходное качество внутренней поверхности.
- Намотка нити
Лучшие оправки: цельные стальные/алюминиевые оправки для стандартных труб; разборные или растворимые оправки для сложных форм или когда извлечение оправки затруднено.
Причина: натяжение обмотки требует высокой жесткости. Для больших диаметров часто требуются разъемные оправки.
- Формование пузырей для трубчатых конструкций
Лучшие дорны: системы с надувными пузырями в сочетании с жесткой оболочкой формы.
Причина: пузырь обеспечивает компактность ламината и позволяет удалять его из сложных форм, таких как изгибы или конические трубы.
- Пултрузия (непрерывные прямые трубы)
Лучшие оправки: встроенные стальные штампы с подогревом, а не съемные оправки.
Причина: в этом процессе не используется традиционная оправка; вместо нее применяется непрерывная закрытая матрица.
- Компрессионное формование
Верхние и нижние стальные или алюминиевые формы подходят для изогнутых или некруглых сечений, таких как овальные трубы, сплющенные трубы или трубы из углеродного волокна, согнутые под углом 60 градусов.
Причина: эти материалы позволяют формировать внутреннюю геометрию, которую трудно извлечь механическим путем.
Когда рентабельно и экономически выгодно изготавливать пресс-формы на заказ (и как это определить)?
Объем производства является ключевым фактором:
Постоянные затраты на изготовление пресс-формы на заказ (изготовление оправки, полировка, нанесение покрытия и тестирование) должны амортизироваться за счет прибыли от каждой произведенной детали.
Формула безубыточности:
безубыточное количество ≈ стоимость пресс-формы ÷ (снижение себестоимости единицы продукции или дополнительная маржа, получаемая на деталь после изготовления инструмента на заказ)
Пример: Если пресс-форма стоит 2 000 долларов США, а каждая деталь дает 20 долларов США дополнительной прибыли или экономии затрат после изготовления оснастки, то точка безубыточности составляет примерно 100 деталей.
Сложная геометрия или строгие допуски:
Если чертеж заказчика включает нестандартные элементы (например, трубу, согнутую под углом 60°, сплющенные секции, внутренние канавки или очень жесткие допуски), а существующая пресс-форма не может удовлетворить этим требованиям, возникает необходимость в специальной пресс-форме. Это экономически целесообразно только для средних и крупных партий продукции или для таких дорогостоящих применений, как аэрокосмическая промышленность, оптические системы или прецизионные приборы.
Долгосрочные или повторные заказы:
Если спрос со стороны клиента или рынка стабилен и ожидаются повторные заказы, инвестиции в изготовление пресс-формы на заказ значительно снижают стоимость единицы продукции и улучшают стабильность размеров.
Высокоценные или высокопроизводительные компоненты:
Для деталей, требующих более высокого класса материала, особой ориентации наплавки, превосходного качества поверхности или сложных тепловых и механических характеристик, заказная пресс-форма обеспечивает стабильное качество и минимизирует затраты на доработку.
10. Почему трубки из углеродного волокна такие дорогие (или дешевые)?
Многие пользователи Reddit удивляются тому, что трубки из углеродного волокна в одних случаях могут быть очень дорогими, а в других - очень доступными. С точки зрения производителя, цена трубки из углеродного волокна складывается из множества факторов, определяющих стоимость: сорт сырья, способ производства, оснастка, время обработки, количество брака и требования к контролю качества. Конечная цена может сильно варьироваться в зависимости от взаимодействия этих факторов.
1. Стоимость сырья и марка волокна
Углеродное волокно само по себе является дорогим материалом, но не все волокна стоят одинаково. Высокомодульные волокна или волокна аэрокосмического класса, такие как волокна серий T700, T800 и M, стоят значительно дороже стандартных волокон. Препреги (предварительно пропитанные) материалы стоят дороже сухих тканей, поскольку обладают более высокими эксплуатационными характеристиками, но требуют холодного хранения и контролируемой обработки. Системы смол также влияют на стоимость: более жесткие, высокотемпературные смолы повышают прочность, но увеличивают цену материала.
2. Производственный процесс и трудозатраты
Различные производственные процессы существенно влияют на стоимость.
- Рулонная упаковка с использованием препрега позволяет получить высококачественные трубы, но требует квалифицированного труда, вакуумной упаковки и отверждения в автоклаве или печи.
- Намотка нити более автоматизирована, но требует специализированного намоточного оборудования и точных оправок.
- Пултрузия - самый дешевый метод, поскольку он является непрерывным и высокоавтоматизированным, но из него можно изготавливать только прямые трубы постоянного профиля.
- Формовка пузырей для гнутых или сложных форм увеличивает трудозатраты и количество отходов, повышая цену.
Чем больше ручных операций, тем выше трудозатраты и конечная цена.
3. Оправки и инструменты
Инструментальная оснастка оказывает большое влияние на стоимость. Стандартные диаметры стоят дешево, поскольку производитель уже владеет оправками. Нестандартные размеры, такие как наружный диаметр 130 мм, овальные формы, трубы, согнутые под углом 60 градусов, или специальные допуски требуют индивидуальной оснастки. Стоимость оснастки должна быть амортизирована на весь объем заказа. Для небольших партий это делает нестандартные трубы очень дорогими по сравнению со стандартными размерами.
4. Количество брака и требования к качеству
Производство углеродного волокна включает в себя отходы материалов: отходы препрегов, потери смолы, обрезки, шлифовку и брак. Требования к высокоточному контролю или контролю аэрокосмического качества увеличивают количество брака, поскольку любые дефекты (пустоты, морщины, пористость или деформация волокон) приводят к отбраковке. Большее количество брака означает более высокую стоимость одной приемлемой детали.
5. Экономия от масштаба
Небольшие заказы обходятся дороже, потому что время на подготовку производства (подготовка инструмента, резка, наплавка, отверждение, распалубка, обрезка, контроль) одинаково независимо от того, заказывает клиент 1 штуку или 100 штук. При больших партиях постоянные затраты распределяются на большее количество единиц продукции, что значительно снижает цену за единицу. Стандартные размеры дешевле, потому что фабрика производит их в больших объемах, постоянно хранит оправки и оптимизирует процесс.
6. Как снизить цену за единицу продукции
Клиенты могут снизить стоимость несколькими способами:
- Выбирайте стандартные размеры труб вместо нестандартных диаметров
- Увеличьте количество заказов, чтобы воспользоваться преимуществами масштаба
- Используйте более дешевые процессы, такие как пултрузия, если позволяют требования к производительности
- Избегайте очень жестких допусков, если это не требуется
- Выбирайте стандартную укладку, а не индивидуальную ориентацию волокон
Согласовывая требования с существующими производственными возможностями, заказчики могут снизить стоимость без ущерба для производительности.
Заключительные размышления
Как эксперты по композитным материалам, мы готовы предоставить вам с критически важной помощью. Правильное решение, принятое сейчас, позволяет избежать перерасхода средств, задержек и разочаровывающих результатов в дальнейшем.
Нужен совет по изготовлению детали из углеродного волокна? Обратитесь к нашей команде за квалифицированной помощью.



