
炭素繊維チューブを専門とするメーカーとして、この記事では、Redditユーザーが最も頻繁に尋ねる10の質問に対する直接的、実用的、かつ透明性のある回答を、通常は公に共有されることのない業界の洞察とともに提供します。.
このガイドでは、調達、真贋チェック、製造工程、レイアップ設計、機械加工、接合、品質管理、強度、特注生産、コスト内訳などを取り上げている。.
1.炭素繊維チューブはどこで購入できますか?
Redditでよくある質問のひとつがある: “「どこでできるのか? 多くのユーザー、特にヨーロッパでは、限られたサプライヤー、高い価格、長いリードタイムに悩まされています。メーカーの立場からすると、答えは必要なチューブの種類と必要なカスタマイズのレベルによって異なります。.
炭素繊維チューブの主な購入方法
- オンラインマーケットプレイス(Amazon、eBay、AliExpress)
これらはアクセスしやすく、気軽なDIYにはもってこいだが、しかし:- 品質に一貫性がない
- レイアップの詳細(繊維配向)はほとんど開示されていない。
- 多くの “カーボン ”チューブは、実際にはカーボン+グラスファイバーのハイブリッドである。
- 限られたトレーサビリティと弱い技術サポート
- 価格は高い。同じ仕上がりと品質のカーボンファイバーチューブなら、Aliznの工場価格は彼らの3分の1しかない。.
- 地元の流通業者 / 工業用サプライヤー
特にヨーロッパでは、在庫の選択肢が少ない、リードタイムが長い、少量なのに価格が高い、といった不満がユーザーからよく聞かれる。これらのサプライヤーは通常、大企業の顧客を優先しており、趣味や小規模のエンジニアリング・チームを優先していない。. - メーカー直送(Aliznなど)
通常、価格、品質、技術サポートのバランスが最も優れている。.
Aliznは通常、標準在庫チューブを購入するか、カスタムメイドのチューブを注文するかの2つの調達経路がある。.
標準的なカーボン・ファイバー・チューブは、直径と長さが決まっており、出荷も早く、品質も安定しています。しかし、使用可能な直径の範囲は限られており、レイアップ構成(繊維角度、肉厚、表面仕上げ)は変更できません。当社では標準的な 炭素繊維丸管, 炭素繊維角パイプ, 炭素繊維棒 を選択すれば、サイズは完成する。.
一方、カスタム・カーボン・ファイバー・チューブでは、内径、外径、肉厚、積層方向(0°、±45°、90°)、表面仕上げ、ファイバー・グレードなど、細部まで指定できます。このオプションは、ロボット工学、UAVアーム、工業用ローラー、伸縮ポール、負荷が重要なエンジニアリング・アプリケーションに適しています。カスタムオーダーは通常、最小数量と短い生産リードタイムを必要としますが、お客様の設計に最適な性能を保証します。.
Aliznで購入する理由
Aliznは、一般的なオンライン販売業者やディストリビューターと比較してユニークな利点を提供します。直販メーカーである当社は、標準サイズのカーボンファイバーチューブと金型の在庫を大量に保有しており、供給が制限されがちなヨーロッパへの効率的な配送を含め、世界各地への迅速な配送を実現しています。さらに重要な点として、当社はセミカスタムおよびフルカスタムチューブを専門に扱っており、幅広いマンドレルライブラリー、精密な公差、オーダーメイドのレイアップ構造を利用することができます。 過剰なMOQなし.
Aliznのチューブはすべて、高品質のプリプレグ炭素繊維、管理された硬化サイクル、厳格な検査基準を使用して製造されています。これは、一貫した機械的性能、信頼できる寸法、完全なバッチトレーサビリティが得られることを意味します。.
2.偽物のカーボンファイバーではなく、本物のカーボンファイバーであることをどうやって確認できますか?
Redditのユーザーからは、チューブが本物のカーボンファイバーかどうかを確認する方法をよく尋ねられます。というのも、市場に出回っている多くの低価格製品は、実際にはグラスファイバーのコアに薄いカーボンを巻いたものであったり、カーボンパターンを印刷したビニールステッカーであったりするからです。私たちはメーカーとして、すべてのチューブが化粧品の代用品ではなく、本物の高性能カーボンファイバーから作られていることを保証するために、厳格な調達と検証プロセスに頼っています。.
1.火災試験:本物の炭素繊維は燃えない
簡単なフィールドテストは、チューブの隠れた小さな部分を炎にさらすことである。.
- 本物のカーボンファイバーは燃えたり溶けたりしない。.
繊維は非常に高い熱でわずかに光ることがあるが、溶けたり有毒な臭いを放ったりすることなく、無傷のままである。. - 偽物のカーボンファイバーは燃えたり、溶けたり、変色したりします。.
ビニールに包まれたチューブやビニールでコーティングされたチューブは、泡立ち、剥離、発煙が見られる。.
ガラス繊維の模造品は焦げたり、強い臭いを発することがある。.
この簡単なチェックは、偽造品を見破る最も早い方法のひとつである。.
2.重量チェック:カーボンファイバーは非常に軽量
カーボンファイバー・チューブは 非常に軽い-密度は鋼鉄の約4分の1。.
チューブが思いのほか重く感じる場合は、そのことが多い:
- カーボンファイバーパターンフィルムを巻いた金属チューブ
- 厚手のプラスチック製チューブ
- カーボン織物でコーティングされたグラスファイバー製チューブ
本物のカーボンファイバーは、持ったときに驚くほど軽く感じるはずだ。.
3.目視検査:深みと織り目の質感を見る
本物のカーボン・ファイバー・チューブには通常、以下のような特徴がある:
- 深みのある3D視覚効果
- 鮮明で整列したファイバーパターン
- 光沢のある、または滑らかで磨き上げられた仕上げ
偽のチューブはしばしば明らかになる:
- フラットで反復的なプリントパターン
- 深みの欠如
- 織物の外観がぼやけている、または一定していない
- 縫い目(ステッカーが重なる部分)の柄のゆがみ
完璧すぎたり、平らすぎたりする場合は、本物のカーボンファイバーではない可能性が高い。.
4.スクラッチテスト:フィルムコーティングされた偽物は傷つきやすい
爪やプラスチックのスクレーパーで表面を軽く擦る。.
- 本物のカーボンファイバーには、保護用の樹脂やクリアコートの層があります。軽く引っ掻いただけでは、わずかな傷しか残りません。.
- ステッカーや印刷フィルムで作られた偽のカーボンファイバーは簡単に剥がれ、下のプラスチックや金属が見えてしまう。.
これは最も簡単な家庭での確認ステップのひとつである。.
5.メーカーのラベルと技術仕様を確認する
評判の良い業者による本物のカーボン・ファイバー・チューブには通常、以下のものが含まれる:
- バッチ番号
- メーカー名
- 材料仕様書
- 密度または導電率データ
売り手が書類を提出できない場合、それは強い警告のサインである。.
実例
アマゾンの価格設定を比較すると、「カーボンファイバーの質感」や「カーボンファイバー風」のすね当てがいかに低価格で販売されているかがわかる。このようなリストにはカーボンファイバーを示唆する文言が使われていることが多いが、製品は通常、模様がプリントされたただのプラスチックである。価格の安さは、購入者にとって最大の警告サインである。.
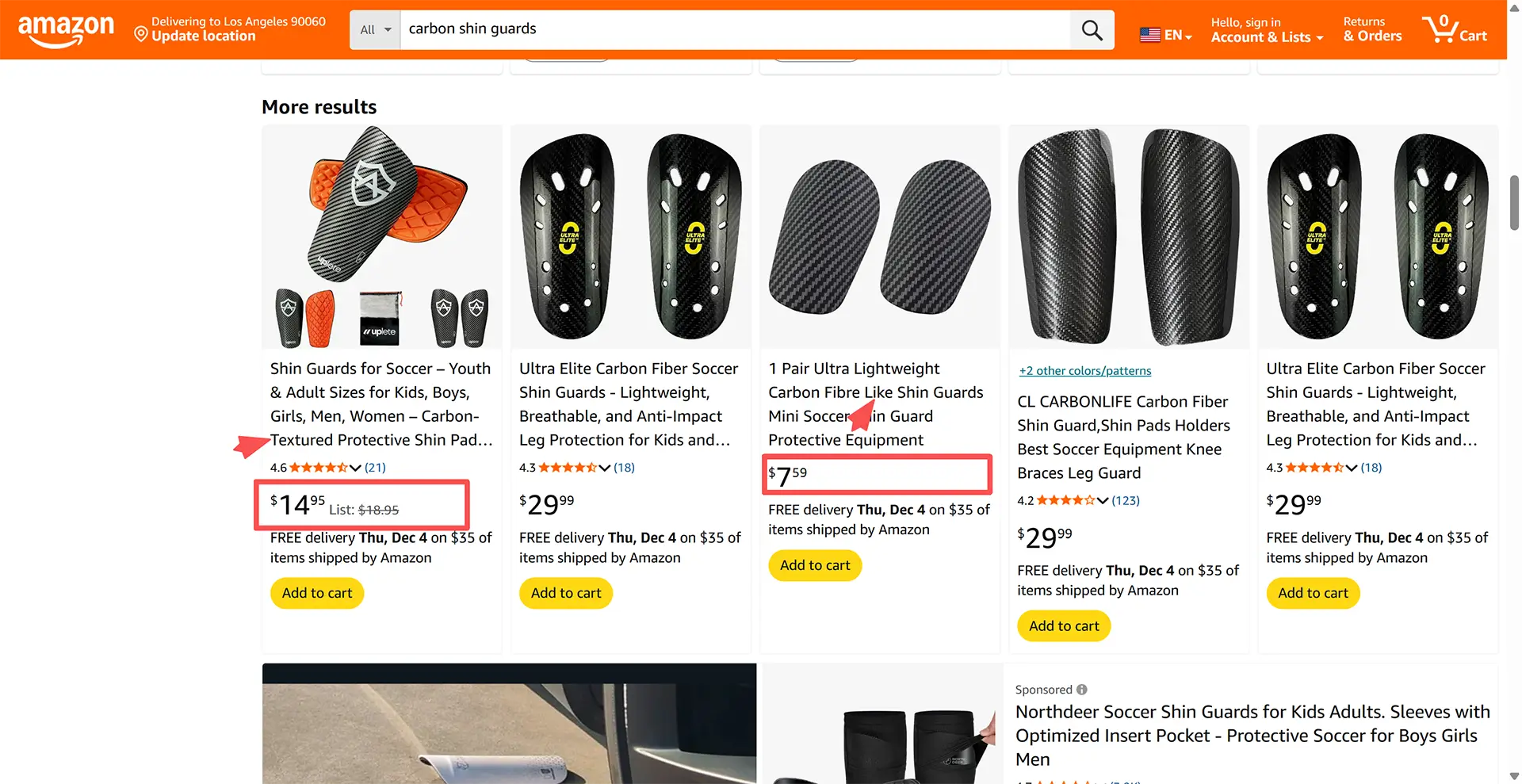
カーボンファイバーのテクスチャーを施した偽物のすね当て(左)と本物のカーボンファイバーのすね当て(右)を並べて比較。本物のカーボンファイバーは立体的な奥行き、連続した繊維の織り目、きれいな反射を見せるが、偽物は構造的な繊維がなく、平坦なパターンがプリントされているだけだ。.

カーボンファイバー製品を購入する前に、価格だけでなく、販売者に素材を注意深く確認することが重要です。本物のカーボンファイバーは、高価な原料繊維、特殊な金型、専門的な硬化工程を必要とするため、非現実的な低価格で販売することはできません。商品説明に「カーボンファイバーの質感」、「カーボンファイバー風」、「カーボンファイバー模様」などの用語が使われている場合、たいていはその商品が本物のカーボンファイバーから作られていないことを意味します。注文する前に、その商品が本物のカーボンファイバー生地とエポキシ樹脂から作られているかどうかを必ず販売者に尋ね、織り目とエッジのクローズアップ写真を要求してください。前もって慎重になることで、失望を避け、期待通りの性能と耐久性を得ることができます。.
3.炭素繊維チューブの強度のためのレイアップ(繊維配向)設計方法
炭素繊維チューブの強度と剛性は、レイアップ、つまりラミネート内で繊維がどのように配向されているかに大きく依存する。炭素繊維は方向性が強いため、その性能は繊維を配置する角度によって大きく異なります。うまく設計されたレイアップは、引張、圧縮、曲げ、ねじり、ラジアル荷重に対するチューブの挙動を決定します。.
1.0°レイアップ - 最大軸強度と曲げ剛性
繊維 0° チューブの軸と平行に走る。.
彼らはそれを提供する:
- チューブの長さ方向に非常に高い引張強度
- 優れた圧縮強度
- 最大曲げ剛性
この方向は、梁、ドローンアーム、長尺ポール、構造用チューブで荷重の大部分を担います。引抜成形炭素繊維チューブは通常、0°繊維に大きく依存しているため、軸方向の剛性は優れていますが、ねじれ性能は限定的です。.
2. ±45°レイアップ-ねじり荷重とせん断荷重に重要
45°レイヤーハンドル:
- ねじり荷重
- せん断力
- 軸外応力
- インパクト分布
ドライブシャフト、ロボットジョイント、ジンバル、UAVブームなど、チューブのねじれに耐える必要がある場合は、±45°レイヤーが不可欠です。この層は、構造を安定させ、せん断に起因する不具合を防止するのに役立ちます。.
3.90°レイアップ-フープ強度と耐クラッシュ性
に配置されたファイバー 90° をチューブの外周に巻き付ける。.
配達してくれる:
- 高いフープ強度
- ラジアル剛性の向上
- より優れた耐クラッシュ性と耐衝撃性
- 圧縮時の寸法安定性
これらの層は、特に薄肉チューブや、グリップ圧力、クランプ、側面衝撃を受けるチューブの楕円化や局部座屈からチューブを保護します。.
4.多方向性能のためのバランスレイアップ
ほとんどの高品質ロール巻きカーボン・ファイバー・チューブは、以下の組み合わせを使っている:
- 軸方向剛性0°層
- ねじれ用±45°レイヤー
- フープ補強用90°レイヤー
メーカーは、これらの層を対称的でバランスの取れたパターンで塗布し、硬化中の反りや残留応力、ねじれを低減します。その結果、安定した予測可能な機械的性能を実現します。.
ロール巻きチューブは繊維角度を正確に制御できるが、引抜成形チューブはほとんどが0°繊維を使用するが、ねじれや潰れに対する耐性を高めるため、さらに巻き付け層が含まれることもある。.
5.用途に適したレイアップの選択
- 曲げが支配的な構造: 0°ファイバーを優先
- ねじり荷重: 増加 ±45°層
- ラジアル圧縮またはクランプ: 90°レイヤーを追加する
- 一般的な汎用性: 準等方積層(0°/±45°/90°ブレンド)を使用する。
4.2本のカーボン・ファイバー・チューブを結合させるには?
炭素繊維チューブの接合は、金属チューブの接合とは大きく異なります。アルミニウムや鋼鉄と異なり、炭素繊維は溶接できない。溶接しようとすると、樹脂が焼け、繊維が弱くなり、構造に永久的な損傷を与える。その代わりに、メーカーは接着剤による接合、内部スリーブ、外部カプラ、専用コネクタに頼っている。ドリル、ボルト、リベットでカーボン・ファイバーを固定すると、層間剥離、亀裂、ファイバー破損を引き起こしやすく、チューブの耐荷重性が低下するため、Redditユーザーはこのトピックでしばしば苦労しています。以下は、最も安全で強力な接合ソリューションの専門的な内訳です。.
1.内部スリーブを使う(最も一般的で信頼できる方法)
最も広く推奨されているのは、インナーチューブやインサートとも呼ばれる内部スリーブを使用する方法だ。このスリーブは通常、外径がわずかに小さい別のカーボン・ファイバー・チューブか、精密機械加工されたアルミニウム製インサートで作られている。.
やり方は簡単だ:
- アウター・チューブの内面とスリーブの外面を軽くサンディングする。.
- すべての接着面をアルコールで洗浄する。.
- 高強度構造用エポキシ樹脂を塗布する。.
- 2本のカーボンファイバーチューブを、完全に収まるまでスリーブの上にスライドさせる。.
内部スリーブは長い接着面積を作り出し、荷重を均等に分散させ、チューブ壁を弱める穴あけを回避する。.
2.エポキシ接着(主接合技術)
構造用エポキシは、複合材料にとって「溶接の接着剤版」である。高品質のエポキシは炭素繊維チューブと非常によく接着しますが、これは両材料が同じ樹脂化学を使用しているためです。.
強い絆を確かなものにするために:
- 硬化が遅く、強度の高いエポキシを使用する。.
- 180~320番のサンドペーパーで表面を荒らす。.
- 硬化中は適切なアライメントを保つ。.
正しく行えば、ボンドラインはチューブそのものよりも強くなる。.
3.メカニカル・コネクタ(分解が必要な場合)
ユーザーが、取り外しや調整が可能な接続を望むこともある。そのような場合、メーカーは次のようなサービスを提供している:
- モジュラークランプコネクター
- 陽極酸化アルミニウム製カプラー
- ねじ込み式エンドフィッティング
- クイックリリースコネクター
これらのコネクターは、穴を開けることなくチューブの周囲をグリップし、カーボン・ファイバー・チューブの構造的完全性を維持する。.
4.穴あけ、リベット止め、ボルト止めが推奨されない理由
金属管はドリルやリベットで穴を開けることができるが、カーボン・ファイバー管に同じことをすると、穴が開いてしまう可能性がある:
- デラミネーション
- 応力集中
- 穴あけ部分周辺のひび割れ
- 長期疲労故障
穴あけは複合材層を弱め、強度と耐久性の両方を低下させる。メーカーは通常、絶対に必要な場合を除き、この方法を避けるようアドバイスしている。.
5.ポストマシニングとカスタムフィッティング
より高度な製造には、カスタム加工されたカーボンファイバー製または成型されたコンポジット製コネクターを製造することができます。これらの部品は、ファイバーの連続性を維持し、チューブの形状に適合し、最大の接着強度を確保するように設計されています。.
ほとんどの用途では、内部スリーブまたは外部スリーブによる接着結合が、最も強く、最も安全で、最も信頼性の高い接続を提供します。専用のカーボンファイバーコネクターとクランプシステムは、構造的完全性を維持し、層間剥離を防ぐため、DIYによる穴あけやボルト締めよりも好まれます。適切な方法を選択することで、炭素繊維チューブの軽量性、強度、耐久性を維持することができます。.
5.炭素繊維チューブを安全に穴あけ・加工できますか?
r/AskEngineersのようなRedditのコミュニティで、よくある質問のひとつがある:「カーボンファイバー・チューブに穴を開けたら、割れたり剥離したりしますか?“
つまり、適切に加工されなければ、その可能性はある。炭素繊維は金属ではなく複合材料であるため、穴あけ、切断、機械加工に対する反応が異なります。しかし、適切な工具と技術があれば、炭素繊維チューブは安全かつきれいに加工できます。.

1.カーボンファイバー・チューブには専用工具が必要
炭素繊維は非常に研磨性が高いため、通常の工具はすぐに摩耗する。穴あけや機械加工には、メーカーが推奨するものを使用する:
- ダイヤモンドコーティングドリルビット
- 超硬ドリルビットまたは超硬バリ
- 超硬またはダイヤモンド・グリット・ソー・ブレード
これらの工具は切れ味を維持し、穴の縁のほつれを防ぐ。刃先が鈍い工具は、破れ、剥離、発熱の原因となる。.
2.速度、送り、熱の制御
複合材を加工する場合、熱は大敵です。過度の熱は樹脂を軟化させ、炭素繊維チューブを焼いたり変色させたりします。これを防ぐには
- 低速から中速の主軸回転数を使用する
- 一定の穏やかな送り速度を保つ
- 切粉の除去には、空冷または圧縮空気を使用する。
- 積極的なプランジドリルは避ける
クーラントを使用できる場合もあるが、表面を湿気で汚さないためには圧縮空気が望ましい。.
3.穴あけ前にチューブを内部で支える
カーボンファイバーチューブは穴あけ中に変形したりたわんだりすることがあります。Redditユーザーやエンジニアはよくこう勧める:
- 木ダボ、プラスチック棒、アルミインサートをチューブ内に挿入する。
- ソフトジョーまたはゴム製クランプを使用してチューブをしっかりとクランプする。
- 管壁への点荷重の回避
内部サポートは振動を軽減し、飛散を防ぎ、きれいなホールエッジを維持するのに役立ちます。.
4.直接ねじ切りや過度の穴あけを避ける。
カーボン・ファイバー・チューブの穴あけやタッピングには危険が伴います。薄い壁や多層の複合材は、簡単に剥離や亀裂を起こす可能性がある。メーカーは、以下のような代替手段を推奨している:
- ボンデッドネジインサート
- 金属スリーブまたはプラグをチューブ内に接着
- エポキシ接着ナット
- 外部または内部クランプ式コネクター
これにより、構造繊維の弱体化を防ぎ、チューブの強度を保つことができる。.
5.切断、面取り、エッジ仕上げ
カーボン・ファイバー・チューブを切断する場合は
- ダイヤモンドまたは超硬カットオフホイール
- 目の細かいのこぎり
- ほつれを軽減するため、カットラインにテープを巻く
切断後は、軽くサンディングするか、機械で面取りをしてエッジをきれいにしてください。繊維層を破ったり、樹脂を過熱したりする砥石は絶対に使用しないでください。.
6.粉塵の安全性:極めて重要
炭素繊維の粉塵は微細で、導電性があり、呼吸すると危険です。必ず使用してください:
- レスピレーターまたは防塵マスク
- 目の保護
- 真空抽出または集塵
- 皮膚刺激防止のための保護服
電子機器の近くにホコリを蓄積させないでください。.
あなた 缶 カーボン・ファイバー・チューブの穴あけや加工を安全に行うには、適切な工具、適切なサポート、熱と振動の慎重な管理が必要です。不必要な穴は避け、可能な限り接着インサートを使用し、常に炭素繊維の粉塵から身を守ってください。正しい加工技術により、炭素繊維チューブは構造強度を損なうことなく、きれいに加工できます。.
6.炭素繊維チューブにはどのような製造工程が使われていますか?
プロセス比較表
以下は、4つの生産工程を主要な側面から比較したものである:
| プロセス | 理想的なチューブ形状/タイプ | 生産量 | 主な強み | 制限事項 |
|---|---|---|---|---|
| オートクレーブ養生 | 複雑または短いチューブ(丸/四角) | 低~中 | 最高の繊維圧縮、優れた精度と表面品質 | コストが高い、サイクルタイムが長い、バッチ処理でスループットが制限される、高価なプリプレグ保管庫 |
| ロールラッピング | カスタムまたは標準チューブ | ミディアム | 自動または半自動巻取りにより、安定したレイアップと迅速なスループットを実現します; | それでもマンドレルの長さとセットアップには限界がある; |
| 引抜 | 長い直管(断面が一定) | 高(連続) | 一貫した寸法と真直度、高いスループット、スケールアップ時の費用対効果 | 繊維配向が主に軸方向で、設計の柔軟性が低い。 |
| フィラメントワインディング | 円筒管、圧力容器 | ミディアム(セットアップ後) | 最大強度のための繊維配向制御(フープ/軸方向)、高繊維量、拡張性 | 一般的に円筒形のみ、マンドレルが必要、内部仕上げが必要、インサートの統合が複雑 |
| 圧縮成形 | ショート~ミディアム・チューブ | 中~高(サイクルベース) | 優れた繰返し精度と表面仕上げ、高速サイクルタイム、熱硬化性または熱可塑性複合材との互換性、複雑な形状も可能 | 適合する金型が必要、金型コストが高い、部品サイズとプレス能力に制限がある、ファイバーの長さの連続性が少ない。 |
各プロセスは、性能、コスト、柔軟性の間でバランスが取れている。例えば、ロールラッピングは特注の外観が可能であるのに対し、引抜成形は形状の柔軟性を犠牲にして大量生産時の単価を下げる。フィラメントワインディングは、シリンダー内での正確な強度制御が必要な場合に比類がなく、オートクレーブ硬化は、精度と繊維強化において比類がなく、圧縮成形は、そのギャップを埋めるもので、金型が設置されれば、複雑な形状でも高い生産性を提供します。.
プロセス比較の概要
以下の表は、各プロセスのチューブの主要特性の比較を示している:
| プロパティ | オートクレーブ硬化チューブ | ロールラップチューブ | 引抜管 | フィラメント巻チューブ | 圧縮成形チューブ |
|---|---|---|---|---|---|
| ファイバー方向 | 完全にカスタマイズ可能なレイアップ | レイヤーごとにカスタマイズ可能 | 主に0°(軸方向) | 制御されたヘリカル/フープパターン | ランダムまたは準等方性(マット/プリフォーム) |
| 壁厚 | レイアップにより可変 | 巻層によって可変 | コンスタント(固定ダイギャップ) | マンドレル・ラップあたり一定 | 金型キャビティによる制御 |
| 長さ能力 | オートクレーブのサイズによる制限 | マンドレルサイズによる制限(~<10 m) | 非常に長い(連続) | 長さ、マンドレルによる制限 | 金型/プレスによる制限(~<2 mが一般的) |
| シーム/ジョイント | シームレス(1つのラップまたはモールドを使用した場合) | オーバーラップシームあり | シームレスな連続 | シームレス | シームレス(クローズドモールド) |
| 寸法公差 | 良好(±0.2mm以上) | 中程度 | 長さ方向に非常に良い | 円周方向に良好 | 優れた繰り返し精度(±0.1~0.3mm(代表値) |
| 表面仕上げ | エクセレント(圧密) | トリミングすれば良い | 良い(スムーズなダイス) | 良好(外側は滑らか、内側は研磨が必要) | エクセレント(型磨き) |
| スループット/コスト | 生産量が少なく、部品単価が高い | 中程度の出力、中程度のコスト | 高出力、低コスト | 中程度の出力、中程度のコスト | ツーリング後の高出力、低単価 |
これらの基準を用いて、調達チームはトレードオフを検討することができる。例えば、プロトタイプチューブのバッチに究極の精度が要求される場合、オートクレーブ硬化が正当化される。均一な工業用チューブが大量に必要な場合は、引抜成形がコスト削減につながる。特殊なファイバーレイアップが必要な場合(ファイバーの角度を交互に変えるなど)には、圧縮成形/フィラメント法が有利です。.
7.炭素繊維チューブの特注サイズや大口径の注文はできますか?
RedditやCloudy Nightsのような天文学フォーラムでは、多くのユーザーが同じ質問をしている:
“「120mm、130mm、あるいはもっと大きな直径のカーボンファイバー・チューブを注文することは可能ですか?”
もうひとつよくある質問は、長い一体型テレスコープ・チューブやテレスコピック・セクションのような特注の長さをメーカーが供給できるかどうかということです。.
しかし、入手可能性、コスト、納期は、メーカーがすでに所有している金型サイズに大きく依存します。.
1.大口径炭素繊維チューブは可能だが、一般的ではない
市場に出回っている標準的なカーボン・ファイバー・チューブは、通常、以下の範囲にある。 外径10mm~100mm.
サイズが100-120mmを超えると、チューブは “非標準 ”となる:
- 大型マンドレルを在庫しているメーカーは少ない
- 金型は保管に場所をとる
- 生産はより労働集約的になる
Redditのユーザーが “130mmのカーボンファイバー・チューブは現地では手に入らない ”とよくコメントするのはこのためだ。”
しかし、専門メーカーは 缶 最低発注量(MOQ)が高くなる可能性がある。.
2.炭素繊維チューブのどの部分をカスタマイズできますか?
プロの炭素繊維メーカーは、ほぼすべての仕様をカスタマイズすることができます:
- 内外径(内径/外径)
- 長さと肉厚
- 積層角度(0°、90°、±45°、UD、織布)
- 樹脂システム(標準エポキシ、高温エポキシ、耐UV樹脂)
- 表面仕上げ(マット、光沢、綾織、平織)
- 製造方法(ロール巻き、フィラメント巻き、引抜成形)
これにより、エンジニアやホビイストは、チューブの剛性、強度、重量、外観を調整することができる。.
3.MOQ、リードタイム、金型費用
メーカーがすでに既存の金型を持っている場合:
- MOQ: 1-10ピース
- リードタイム:7-15日
直径が規格外で、新しい金型が必要な場合:
- 金型費がかかる(直径と長さによる)
- MOQ:通常30-100個
- リードタイム:20-35日、新しい金型製作を含む
Redditユーザーの多くが、大口径チューブは “大量に買わないと高い ”と言うのはこのためだ。”
4.Alizn金型在庫:標準サイズの確認が容易
すべての炭素繊維チューブメーカーは、異なる金型サイズの在庫を持っています。ALIZNはバイヤーが簡単に購入できるように、すべての利用可能な金型サイズを掲載しています。 炭素繊維丸管, 角管そして 炭素繊維棒 を直接ウェブサイトでご覧いただけます。顧客は、必要なサイズがすでに存在するかどうかをすぐに確認することができる:
- 金型がある場合→金型費がかからない
- 金型が存在しない場合→新しい金型が必要となり、通常、少量の注文では経済的でない。
特注の直径、非常に大きな管、または特殊な構造用途については、ALIZNはエンジニアリング・サポート、ラミネーション設計、および詳細な製造オプションを提供することができます。.
8.特定の用途における炭素繊維チューブの強度/性能
(サスペンションや構造部品など)
Redditでは、特にFSAE、ロボット工学、航空宇宙、エンジニアリングのサブフォーラムで、学生たちがカーボンファイバー・チューブがアルミニウムやスチールのコンポーネントの代わりに安全に使用できるかどうかを頻繁に質問しています。炭素繊維は手に取ると軽く感じるので、壊れやすいのではというのが一般的な懸念です。しかし、適切に設計・製造された場合、炭素繊維チューブは、その重量から想像されるよりもはるかに優れた構造性能を発揮します。.
1.材料強度の比較
なぜ炭素繊維がこれほど優れた性能を発揮するのかを理解するためには、従来のエンジニアリング・メタルと比較することが役立ちます。以下は、引張強度と比強度(強度対重量比)の簡易比較である:
| 素材 | 引張強度 | 比強度(筋力/体重) |
|---|---|---|
| カーボンファイバー(高強度UD) | 1,500-3,500 MPa | 最高 |
| アルミニウム 6061-T6 | ~310 MPa | 中程度 |
| アルミニウム 7075-T6 | ~550 MPa | 高い |
| クロモリ鋼(4130) | 700-1,000 MPa | 低い(重い) |
炭素繊維の極限引張強度は、しばしば アルミニウムより3~6倍高い そして 鋼鉄より2~3倍高い, 特に比強度を比較する場合。サスペンションのプッシュロッド、コントロールアーム、ロボットアーム、耐荷重構造物などの実際の用途では、この高い軸方向強度が大きな利点となります。.
2.炭素繊維チューブがサスペンション用途で優れた性能を発揮する理由
カーボン・ファイバー・チューブは通常、軸方向荷重のために0°の一方向ファイバーで製造され、ねじれや座屈に耐えるために±45°と90°の層で支えられている。この積層設計は、サスペンション部材の要求に直接マッチします:
- 軸荷重(プッシュ/プル) → 0°ファイバーで処理
- 曲げ剛性 → チューブの直径と肉厚によって制御
- コーナリング/ステアリング入力によるねじれ → 45°ファイバーで改善
- ロッドエンドの局所的な破砕 → ボンド・インサートまたはアルミニウム製エンド・フィッティングを使用。
そのため、プロのモータースポーツ(インディカー、F2、WRC、LMP2)では、カーボンファイバー製のプッシュロッドやコントロールアームが多用されている。.
では、炭素繊維は十分強いのか?もちろんです。
カーボンファイバー・チューブは軽量ですが、その構造強度は決して弱くありません。適切なレイアップで製造され、正しく接着されたロッドエンドと組み合わせれば、カーボンファイバー・サスペンション・チューブは、多くの場面でアルミニウムやスチールさえも凌駕することができます。.
チームやエンジニアリングの用途では、メッセージは明確だ:
カーボン・ファイバー・チューブは、単に “軽い ”だけではありません。正しく設計されれば、サスペンションや構造用途に十分な能力を発揮する。.
9.炭素繊維チューブ(金型/マンドレル)製造に関する質問
炭素繊維チューブに使用される一般的なマンドレルの種類
ソリッド・スチールまたはアルミニウム製マンドレル:最も一般的で耐久性のあるマンドレルタイプです。離型しやすいように表面を研磨したり、コーティングすることができます。直管や円筒形の中程度の複雑さの部品に適しています。利点は、高い剛性と安定した寸法です。欠点は、離型にオープンエンドまたは引き抜き/ストリップ工程が必要なことです。ソリッドマンドレルは、大量生産用のロールラッピング生産ラインで広く使用されています。.
スプリットマンドレル(分割マンドレル):硬化後に分離可能な2つ以上のセクションで構成。この設計は、長いチューブ、直径の大きいチューブ、または両端を取り外すことができない形状に最適です。分割マンドレルは、圧縮成形工程で一般的に使用され、寸法安定性に優れています。.
折り畳み式または膨張式マンドレル(ブラダーマンドレル):硬化後に内部構造が崩壊または収縮するため、取り外しが容易。このタイプは、薄肉チューブ、極小径チューブ、長尺チューブ、複雑な内部形状の部品によく使用される。脱型工程を大幅に簡略化できる。.
可溶性または犠牲マンドレル:ワックス、塩、可溶性プラスチック、または低融点材料から作られる。硬化後、マンドレルは溶解または溶融除去される。機械的に除去できない複雑な断面や内部形状に適しているが、通常、小ロットや試作品製造に使用される。.
セラミック、PTFEコーティング、または表面コーティングされたマンドレル:PTFEなどの低粘着コーティングを施したマンドレルや、高温セラミック製のマンドレルです。滑らかな内面や離型性の向上が要求される場合に使用されます。.
使い捨てまたはソフトマンドレル(フォームまたはポリマーマンドレル):主に低温硬化やプロトタイピングに使用される。コストは低いが耐用年数が短く、サンプル生産や初期のテストに適している。.
各製造工程に最適なマンドレルの選択
からの参照プロセス: 炭素繊維チューブ製造 (フィラメントワインディング、ロールラッピング、引抜成形、ブラダー成形など)。.
以下は、各工程で推奨されるマンドレルのタイプです。.
- ロールラッピング(プリプレグ+オーブン/オートクレーブ)
最適なマンドレル:金属製のソリッド・マンドレル(アルミ製またはスチール製)、または太いチューブ用のスプリット・マンドレル。.
理由:高温と高圧に耐え、正確な真円度を保ち、優れた内面品質を与える。.
- フィラメントワインディング
最適なマンドレル:標準的なチューブにはソリッドスチール/アルミ製マンドレル、複雑な形状やマンドレルの引き抜きが困難な場合は、折りたたみ式または可溶式マンドレル。.
理由:巻き取り張力には高い剛性が必要。大口径は分割マンドレルが必要な場合が多い。.
- チューブ構造用ブラダー成形
最高のマンドレル:硬い金型シェルと組み合わせた膨張式ブラダーシステム。.
理由:ブラダーはコンパクトなラミネートを保証し、ベンドやテーパーチューブのような複雑な形状からの除去を可能にする。.
- 引抜成形(連続直管)
最適なマンドレル:取り外し可能なマンドレルではなく、一体型の加熱スチール製ダイス。.
理由:この製法は従来のマンドレルを使用せず、代わりに連続したクローズドダイを使用する。.
- 圧縮成形
上下のスチール製またはアルミ製の金型は、楕円管、扁平管、60度曲げられたカーボン・ファイバー管など、湾曲した断面や非円形の断面に適しています。.
理由:これらの材料は、機械的に抽出することが困難な内部形状を成形することができる。.
金型をカスタマイズすることが費用対効果に優れ、経済的であるのはどのような場合か(また、それをどのように判断するか)。
生産量は重要な要素である:
カスタム金型の固定費(マンドレル製作、研磨、コーティング、テスト)は、生産される各部品の利益を通して償却されなければならない。.
損益分岐点の計算式:
損益分岐点数量≒金型コスト÷(特注金型製作後の1部品あたりの単価削減または追加マージン)
例金型のコストが2,000米ドルで、金型製作後に1個あたり20米ドルの追加利益またはコスト削減が得られる場合、損益分岐点は約100個となる。.
複雑な形状や厳しい公差:
顧客の図面に非標準的な特徴(60°曲げられた管、平坦化されたセクション、内部溝、または極めて厳しい公差など)が含まれ、既存の金型ではこれらの要件を満たすことができない場合、専用の金型が必要になります。これは、航空宇宙、光学システム、精密機器などの中・大量生産または高価値の用途に限り、経済的です。.
長期またはリピートオーダー
顧客や市場の需要が安定しており、リピートオーダーが見込まれる場合は、カスタム金型に投資することで、単価を大幅に削減し、寸法の一貫性を向上させることができます。.
高価または高性能部品:
より高い材料グレード、特定のレイアップ方向、優れた表面品質、または要求の厳しい熱的・機械的性能を必要とする部品では、カスタム金型が一貫した品質を保証し、再加工コストを最小限に抑えます。.
10.炭素繊維チューブはなぜ高い(あるいは安い)のか?
多くのRedditユーザーは、炭素繊維チューブが非常に高価な場合もあれば、非常に手頃な価格の場合もあることに驚きます。メーカーの視点から見ると、炭素繊維チューブの価格は、原材料の等級、製造方法、工具、加工時間、スクラップ率、品質管理要件など、複数のコスト要因の結果です。最終的な価格は、これらの要因がどのように相互作用するかによって大きく変動します。.
1.原料コストと繊維グレード
炭素繊維自体は高価な素材だが、どの繊維も同じ値段というわけではない。T700、T800、Mシリーズなどの高弾性繊維や航空宇宙グレードの繊維は、標準的な繊維よりもかなり高価です。プリプレグ(予備含浸)材料は、より高い性能を提供するため、ドライファブリックよりも高価ですが、低温保管と管理された取り扱いが必要です。樹脂システムもコストに影響します。強靭で高温の樹脂は強度を増しますが、材料価格は高くなります。.
2.製造工程と労働時間
製造工程が異なれば、コストは劇的に変わる。.
- プリプレグを使用したロールラッピングは高品質のチューブを生産するが、熟練した労働力、真空袋詰め、オートクレーブまたはオーブンでの硬化が必要である。.
- フィラメントワインディングはより自動化されているが、特殊なワインディング装置と精密なマンドレルが必要である。.
- 引抜成形は、連続的で高度に自動化されているため、最も安価であるが、一定形状の直管しか製造できない。.
- 曲げたり複雑な形状のブラダー成形は、労働時間と廃棄物を増やし、価格を引き上げる。.
手作業が多ければ多いほど、人件費も最終価格も高くなる。.
3.マンドレルと工具
工具はコストに大きな影響を与える。標準直径は、メーカーがすでにマンドレルを所有しているため安価です。外径130mm、楕円形、60度曲げ管、特殊な公差など、標準外のサイズには特注の金型が必要です。金型費用は、注文数量に応じて償却しなければならない。小ロットの場合、カスタムチューブは標準サイズに比べて非常に高価になります。.
4.スクラップ率と品質要件
炭素繊維の製造には、プリプレグの切り落とし、樹脂のロス、トリミング、サンディング、不合格部品などの材料廃棄が含まれる。高精度または航空宇宙品質の検査要件は、欠陥(ボイド、しわ、空隙、繊維の歪み)があれば不合格となるため、スクラップ率を増加させる。スクラップが増えるということは、受け入れ可能な部品あたりのコストが高くなるということである。.
5.規模の経済
小ロットの注文では、セットアップ時間(金型準備、切削、レイアップ、硬化、離型、トリミング、検査)が1個でも100個でも同じであるため、コストが高くなる。より大きなバッチは、固定費をより多くのユニットに分散させ、単価を大幅に下げる。標準化されたサイズは、工場が大量生産し、マンドレルを恒久的に保管し、工程を最適化しているため、安くなる。.
6.単価を下げる方法
顧客はいくつかの方法でコストを下げることができる:
- カスタムチューブの代わりに標準チューブサイズを選択
- 発注量を増やして規模の恩恵を受ける
- 性能要件が許せば、引抜成形などの低コストのプロセスを使用する。
- 必要な場合を除き、極端に厳しい公差は避ける
- カスタムの繊維配向ではなく、標準的なレイアップを選択する。
要件を既存の製造能力に合わせることで、顧客は性能を犠牲にすることなくコストを削減することができる。.
最終的な感想
複合材料の専門家として、私たちは次のようなことに積極的に取り組んでいます。 提供する 重要な支援とともに。今、的確な判断を下すことで、コスト超過や遅延、後々の残念な結果を避けることができる。
カスタムカーボンファイバー部品についてアドバイスが必要ですか? 専門家による指導を受けるには、私たちのチームにご連絡ください。.



