
As a manufacturer specializing in carbon fiber tubes, this article provides direct, practical, and transparent answers to the 10 questions Reddit users ask most frequently, with industry insights normally not publicly shared.
This guide covers sourcing, authenticity checks, manufacturing processes, layup design, machining, joining, quality control, strength, custom production, and cost breakdowns.
1. Where Can I Buy Carbon Fiber Tubes?
One of the most common questions on Reddit is: “Where can Many users—especially in Europe—struggle with limited suppliers, high prices, or long lead times. From a manufacturer’s standpoint, the answer depends on the type of tube you need and the level of customization required.
Main Ways to Buy Carbon Fiber Tubes
- Online Marketplaces (Amazon, eBay, AliExpress)
These are easy to access and good for casual DIY, but:- Quality is inconsistent
- Layup details (fiber orientation) are rarely disclosed
- Many “carbon” tubes are actually carbon + fiberglass hybrids
- Limited traceability and weak technical support
- The price is high. For carbon fiber tubes with the same workmanship and quality, Alizn’s factory price is only one-third of theirs.
- Local Distributors / Industrial Suppliers
In Europe especially, users often complain there are few stock options, long lead times, and high pricing for small quantities. These suppliers usually prioritize large industrial customers, not hobbyists or small engineering teams. - Direct From Manufacturer (like Alizn)
This is usually the best balance of price, quality, and technical support, especially if your project is structural rather than cosmetic.
Alizn generally two sourcing paths: purchasing standard-stock tubes or ordering custom-made tubes.
Standard carbon fiber tubes come in fixed diameters and lengths, ship quickly, and offer consistent quality. However, the available diameter range is limited and the layup configuration (fiber angles, wall thickness, surface finish) cannot be changed. We have standard carbon fiber round tube, carbon fiber square tube, carbon fiber rod for your selection, the size is complete.
Custom carbon fiber tubes, on the other hand, allow you to specify every detail—inner and outer diameter, wall thickness, layup orientation (0°, ±45°, 90°), surface finish, fiber grade. This option is preferred for robotics, UAV arms, industrial rollers, telescoping poles, and load-critical engineering applications. Custom orders typically require a minimum quantity and a short production lead time, but they guarantee optimal performance for your design.
Why Buy from Alizn?
Alizn offers a unique advantage compared to typical online sellers or distributors. As a direct manufacturer, we maintain a large inventory of standard-sized carbon fiber tubes and mold inventory, ensuring fast global delivery, including efficient shipping to Europe where supply is often limited. More importantly, we specialize in semi-custom and fully custom tubes, giving you access to a wide mandrel library, precise tolerances, and tailored layup structures without excessive MOQs.
Every tube from Alizn is produced using high-quality pre-preg carbon fiber, controlled curing cycles, and strict inspection standards. This means you get consistent mechanical performance, reliable dimensions, and full batch traceability—benefits rarely offered by generic sellers.
2. How Do I Know It’s Real Carbon Fiber, Not Fake Material?
Reddit users often ask how to confirm whether a tube is real carbon fiber because many low-cost products on the market are actually fiberglass cores with a thin carbon wrap, or even vinyl stickers printed with carbon patterns. As a manufacturer, we rely on strict sourcing and verification processes to guarantee that every tube is made from genuine, high-performance carbon fiber—not cosmetic substitutes.
1. Fire Test: Real Carbon Fiber Does Not Burn
A quick field test is to expose a small, concealed section of the tube to flame.
- Real carbon fiber will not burn or melt.
The fibers may glow slightly at very high heat but will remain intact, without melting or releasing toxic odors. - Fake carbon fiber will burn, melt, or discolor.
Plastic-wrapped or vinyl-coated tubes will show bubbling, peeling, or smoke.
Fiberglass imitations may char and produce strong odors.
This simple check is one of the fastest ways to spot counterfeits.
2. Weight Check: Carbon Fiber Is Extremely Lightweight
Carbon fiber tubes are known for being very light—around one-quarter the density of steel.
If a tube feels unexpectedly heavy, it is often:
- A metal tube wrapped with carbon fiber pattern film
- A thick plastic tube with cosmetic wrapping
- A fiberglass tube coated with carbon weave fabric
Real carbon fiber should feel surprisingly light when held.
3. Visual Inspection: Look for Depth and Real Weave Texture
A genuine carbon fiber tube typically has:
- A deep 3D visual effect
- Clear, aligned fiber patterns
- A glossy or smooth, polished finish
Fake tubes often reveal:
- Flat, repetitive printed patterns
- Lack of depth
- Blurry or inconsistent weave appearance
- Pattern distortion at seams (where a sticker overlaps)
If it looks too perfect or too flat, it’s likely not real carbon fiber.
4. Scratch Test: Film-Coated Fakes Are Easy to Damage
Use a fingernail or plastic scraper to lightly scratch the surface.
- Real carbon fiber has a protective resin or clear-coat layer. Scratching it lightly will leave only minor marks.
- Fake carbon fiber made with stickers or printed film will easily peel, revealing plastic or metal beneath.
This is one of the easiest at-home verification steps.
5. Check for Manufacturer Labels and Technical Specs
Authentic carbon fiber tubes from reputable suppliers usually include:
- Batch numbers
- Manufacturer identification
- Material specification sheets
- Density or conductivity data
If a seller cannot provide documentation, it is a strong warning sign.
real case
A comparison of pricing on Amazon shows how “carbon fiber textured” or “carbon fiber style” shin guards are marketed at significantly lower prices. These listings often use wording that suggests carbon fiber, but the products are usually just plastic with a printed pattern. The low price is the biggest warning sign for buyers.
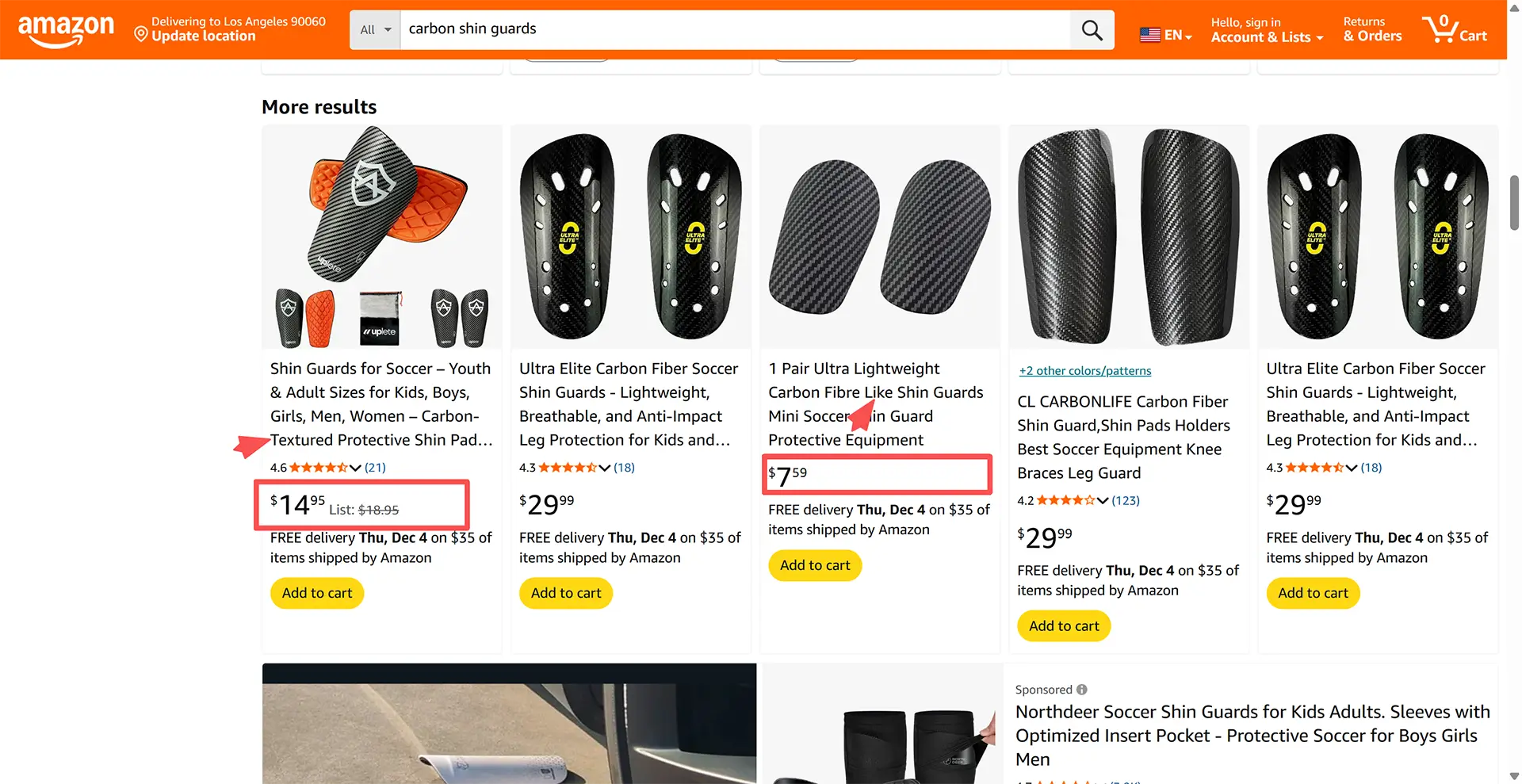
Side-by-side comparison between fake carbon-fiber-textured shin guards (left) and genuine carbon fiber shin guards (right). The real version shows clear 3D depth, continuous fiber weave, and clean reflection, while the fake version has only a flat printed pattern with no structural fibers.

Before purchasing carbon fiber products, it’s important to look beyond price and carefully confirm the materials with the seller. Genuine carbon fiber requires costly raw fibers, specialized molds, and professional curing processes—so it cannot be sold at unrealistically low prices. If a product description uses terms such as “carbon fiber textured,” “carbon fiber style,” or “carbon fiber pattern,” it usually means the item is not made from real carbon fiber. Always ask the seller whether the product is manufactured from true carbon fiber fabric and epoxy, and request close-up photos of the weave and edges before placing an order. Being cautious up front can help you avoid disappointment and ensure you get the performance and durability you expect.
3. How to Design the Layup (Fiber Orientation) for Strength in Carbon Fiber Tubes
The strength and stiffness of carbon fiber tubes depend heavily on the layup, or how the fibers are oriented within the laminate. Because carbon fiber is highly directional, its performance varies significantly depending on the angle at which fibers are placed. A well-designed layup determines how the tube behaves under tension, compression, bending, torsion, and radial loads.
1. 0° Layup — Maximum Axial Strength and Bending Stiffness
Fibers at 0° run parallel to the tube’s axis.
They provide:
- Very high tensile strength along the length of the tube
- Excellent compressive strength
- Maximum bending stiffness
This orientation carries the majority of the load in beams, drone arms, long poles, and structural tubes. Pultruded carbon fiber tubes typically rely heavily on 0° fibers, which is why they offer outstanding axial stiffness but limited torsional performance.
2. ±45° Layup — Critical for Torsion and Shear Loads
The ±45° layers handle:
- Torsional (twisting) loads
- Shear forces
- Off-axis stresses
- Impact distribution
If your tube must resist twisting—such as in drive shafts, robotic joints, gimbals, or UAV booms—±45° layers are essential. They help stabilize the structure and prevent shear-related failures.
3. 90° Layup — Hoop Strength and Crush Resistance
Fibers placed at 90° wrap around the tube’s circumference.
They deliver:
- High hoop strength
- Improved radial stiffness
- Better crush and impact resistance
- Dimensional stability under compression
These layers protect the tube against ovalization or local buckling, especially in thin-walled tubes or tubes experiencing grip pressures, clamping, or side impacts.
4. Balanced Layups for Multi-Directional Performance
Most high-quality roll-wrapped carbon fiber tubes use a combination of:
- 0° layers for axial stiffness
- ±45° layers for torsion
- 90° layers for hoop reinforcement
Manufacturers apply these layers in a symmetrical and balanced pattern to reduce warping, residual stress, or twist during curing. This results in stable, predictable mechanical performance.
Roll-wrapped tubes allow precise control of the fiber angles, while pultruded tubes mostly rely on 0° fibers but may include additional wrapped layers to enhance torsion or crush resistance.
5. Choosing the Right Layup for Your Application
- Bending-dominant structures: prioritize 0° fibers
- Torsional loads: increase ±45° layers
- Radial compression or clamping: add 90° layers
- General versatility: use a quasi-isotropic layup (0° / ±45° / 90° blend)
4. How to Join or Couple Two Carbon Fiber Tubes?
Joining carbon fiber tubes is very different from joining metal tubes. Unlike aluminum or steel, carbon fiber cannot be welded—any attempt to weld it will burn the resin, weaken the fibers, and permanently damage the structure. Instead, manufacturers rely on adhesive bonding, internal sleeves, external couplers, and purpose-built connectors. Reddit users often struggle with this topic because drilling, bolting, or riveting carbon fiber can easily cause delamination, cracking, or fiber breakage, which reduces the tube’s load-bearing capacity. Below is a professional breakdown of the safest and strongest joining solutions.
1. Using an Internal Sleeve (Most Common & Reliable Method)
The most widely recommended method is to use an internal sleeve, also called an inner tube or insert. This sleeve is typically made from another carbon fiber tube with a slightly smaller outer diameter, or a precision-machined aluminum insert.
The process is simple:
- Lightly sand the inner surface of the outer tube and the outer surface of the sleeve.
- Clean all bonding surfaces with alcohol.
- Apply a high-strength structural epoxy.
- Slide the two carbon fiber tubes over the sleeve until fully seated.
An internal sleeve creates a long bonding area, distributes load evenly, and avoids drilling holes that could weaken the tube wall.
2. Epoxy Bonding (The Primary Joining Technique)
Structural epoxy is the “adhesive version of welding” for composite materials. High-quality epoxies bond extremely well with carbon fiber tubes because both materials use the same resin chemistry.
To ensure a strong bond:
- Use a slow-curing, high-strength epoxy.
- Roughen the surfaces with 180–320 grit sandpaper.
- Maintain proper alignment during curing.
When done correctly, the bond line can be stronger than the tube itself.
3. Mechanical Connectors (When Disassembly Is Needed)
Sometimes users want a connection that can be removed or adjusted. In those cases, manufacturers offer:
- Modular clamp connectors
- Anodized aluminum couplers
- Threaded end-fittings
- Quick-release connectors
These connectors grip around the tube without drilling holes, preserving the structural integrity of the carbon fiber tubes.
4. Why Drilling, Riveting, or Bolting Is Not Recommended
Although metal tubes can be drilled or riveted, doing the same to carbon fiber tubes may cause:
- Delamination
- Stress concentration
- Cracks around the drilled area
- Long-term fatigue failure
Drilling weakens the composite layers, reducing both strength and durability. Manufacturers typically advise avoiding this method unless absolutely necessary.
5. Post-Machining and Custom Fittings
For more advanced builds, custom machined carbon fiber or molded composite connectors can be produced. These parts are designed to maintain fiber continuity, match the tube geometry, and ensure maximum bond strength.
For most applications, adhesive bonding with internal or external sleeves provides the strongest, safest, and most reliable connection. Purpose-built carbon fiber connectors and clamping systems are preferred over DIY drilling or bolting because they preserve structural integrity and prevent delamination. Selecting the right method ensures your carbon fiber tubes remain lightweight, strong, and durable—exactly as they were engineered to be.
5. Can You Drill or Machine Carbon Fiber Tubes Safely?
On Reddit communities such as r/AskEngineers, one of the most common questions is: “If I drill a hole in carbon fiber tubes, will they crack or delaminate?”
The short answer is: yes, they can—if not machined properly. Carbon fiber is a composite material, not a metal, so it reacts differently to drilling, cutting, and machining. With the right tools and techniques, however, carbon fiber tubes can be machined safely and cleanly.

1. Carbon Fiber Tubes Require Specialized Tools
Carbon fiber is extremely abrasive, which quickly wears out normal tools. For drilling or machining, manufacturers recommend:
- Diamond coated drill bits
- Carbide drill bits or carbide burrs
- Carbide or diamond grit saw blades
These tools maintain sharpness and prevent fraying at the hole edges. Always avoid dull tools—dull edges cause tearing, delamination, and heat build-up.
2. Control Speed, Feed, and Heat
Heat is the enemy when machining composites. Excessive heat softens the resin and can burn or discolor the carbon fiber tubes. To prevent this:
- Use slow to moderate spindle speeds
- Keep a consistent, gentle feed rate
- Use air cooling or compressed air to remove chips
- Avoid aggressive plunge drilling
Coolant can be used in some cases, but compressed air is preferred to avoid contaminating the surface with moisture.
3. Support the Tube Internally Before Drilling
Carbon fiber tubes can deform or flex during drilling. Reddit users and engineers often recommend:
- Inserting a wood dowel, plastic rod, or aluminum insert inside the tube
- Clamping the tube securely using soft jaws or rubber-lined clamps
- Avoiding point loads on the tube wall
Internal support reduces vibration, prevents splintering, and helps maintain a clean hole edge.
4. Avoid Direct Threading and Excessive Holes
Drilling and tapping carbon fiber tubes is risky. Thin walls and multi-layered composites can easily delaminate or crack. Manufacturers recommend alternatives such as:
- Bonded threaded inserts
- Metal sleeves or plugs bonded inside the tube
- Epoxy-bonded nuts
- External or internal clamp-style connectors
This avoids weakening the structural fibers and preserves the strength of the tube.
5. Cutting, Chamfering, and Edge Finishing
When cutting carbon fiber tubes, use:
- Diamond or carbide cutoff wheels
- A fine-tooth saw
- Tape wrapped around the cutting line to reduce fraying
After cutting, use light sanding or machine chamfering to clean the edge. Never use grinding wheels that can tear the fiber layers or overheat the resin.
6. Dust Safety: Extremely Important
Carbon fiber dust is fine, conductive, and hazardous to breathe. Always use:
- A respirator or dust mask
- Eye protection
- Vacuum extraction or dust collection
- Protective clothing to prevent skin irritation
Do not allow dust to accumulate near electronics, as it can create shorts.
You can drill or machine carbon fiber tubes safely—but only with the right tools, proper support, and careful control of heat and vibration. Avoid unnecessary holes, use bonded inserts whenever possible, and always protect yourself from carbon fiber dust. With correct machining techniques, carbon fiber tubes can be processed cleanly and without damaging their structural strength.
6. What Manufacturing Processes Are Used for Carbon Fiber Tubes?
Process Comparison Table
Below is a comparison of the four production processes in terms of key aspects:
| Process | Ideal Tube Shape/Type | Production Volume | Key Strengths | Limitations |
|---|---|---|---|---|
| Autoclave Curing | Complex or short tubes (round/square) | Low to medium | Highest fiber compaction; excellent precision and surface quality | High cost; long cycle time; batch process limits throughput; expensive prepreg storage |
| Roll Wrapping | Custom or standard tubes | Medium | Automated or semi-automated winding ensures consistent layup and faster throughput; | Still limited by mandrel length and setup; |
| Pultrusion | Long straight tubes (constant cross-section) | High (continuous) | Consistent dimensions and straightness; high throughput; cost-effective at scale | Limited to fixed cross-section; fiber orientation mainly axial; less design flexibility |
| Filament Winding | Cylindrical tubes, pressure vessels | Medium (after setup) | Controlled fiber orientations (hoop/axial) for max strength; high fiber volume; scalable | Generally cylindrical only; mandrel required; interior finishing needed; insert integration complex |
| Compression Molding | Short to medium tubes | Medium to high (cycle-based) | Excellent repeatability and surface finish; fast cycle time; compatible with thermoset or thermoplastic composites; allows complex features | Requires matched metal molds; high tooling cost; limited to part size and press capacity; less fiber length continuity |
Each process is balanced between performance, cost, and flexibility. For example, roll wrapping allows custom appearances, whereas pultrusion drives down unit cost for large volumes at the expense of geometry flexibility. Filament winding is unmatched when precise strength control in a cylinder is needed, while autoclave curing is unmatched in accuracy and fiber consolidation, and compression molding bridges the gap — offering higher productivity with complex geometries once molds are in place.
Process Comparison Summary
The following table highlights how tubes from each process compare on key properties:
| Property | Autoclave Cured Tube | Roll-Wrapped Tube | Pultruded Tube | Filament-Wound Tube | Compression-Molded Tube |
|---|---|---|---|---|---|
| Fiber Orientation | Fully customizable layup | Customizable, layer-by-layer | Mainly 0° (axial) | Controlled helical/hoop patterns | Random or quasi-isotropic (mat/preform) |
| Wall Thickness | Variable by layup | Variable by winding layers | Constant (fixed die gap) | Constant per mandrel wrap | Controlled by mold cavity |
| Length Capability | Limited by autoclave size | Limited by mandrel size (~<10 m) | Very long (continuous) | Long, limited by mandrel | Limited by mold/press (~<2 m typical) |
| Seams/Joints | Seamless (if one wrap or mold used) | Overlap seam present | Seamless continuous | Seamless | Seamless (closed mold) |
| Dimensional Tolerance | Excellent (±0.2 mm or better) | Moderate | Very good along length | Good circumferentially | Excellent repeatability (±0.1–0.3 mm typical) |
| Surface Finish | Excellent (pressure consolidated) | Good if trimmed | Good (smooth die) | Good (outer smooth, inner polish needed) | Excellent (mold-polished) |
| Throughput/Cost | Low output, high cost per part | medium output, moderate cost | High output, low cost | Medium output, moderate cost | High output after tooling, low unit cost |
Using these criteria, a procurement team can weigh trade-offs. For instance, if ultimate precision is required for a batch of prototype tubes, autoclave curing is justified. If large quantity of uniform Industrial tubes is needed, pultrusion will save cost. If special fiber layup is needed (e.g. alternating fiber angles), compression Molding/filament methods win.
7. Can I Order Custom Sizes / Large Diameters For Carbon Fiber Tubes?
On Reddit and astronomy forums like Cloudy Nights, many users ask the same question:
“Is it possible to order carbon fiber tubes in very large diameters—like 120 mm, 130 mm, or even bigger?”
Another common question is whether manufacturers can supply custom lengths, such as long one-piece telescope tubes or telescopic sections.
The short answer: yes, carbon fiber tubes can be customized—but the availability, cost, and delivery time depend heavily on the mold sizes the manufacturer already owns.
1. Large-Diameter Carbon Fiber Tubes Are Possible but Less Common
Standard carbon fiber tubes on the market typically range from 10 mm to 100 mm OD.
Once the size goes beyond 100–120 mm, the tubes become “non-standard” because:
- Fewer manufacturers keep large mandrels in stock
- The molds take up significant storage space
- Production becomes more labor-intensive
This is why Reddit users often comment that “130 mm carbon fiber tubes are impossible to find locally.”
However, specialized manufacturers can produce them—only the minimum order quantity (MOQ) may be higher.
2. What Parts of a Carbon Fiber Tube Can Be Customized?
Professional carbon fiber manufacturers can customize nearly every specification, including:
- Inner and outer diameter (ID / OD)
- Length and wall thickness
- Lamination layup angles (0°, 90°, ±45°, UD, woven)
- Resin system (standard epoxy, high-temperature epoxy, UV-resistant resin)
- Surface finish (matte, gloss, twill, plain weave)
- Manufacturing method (roll-wrapped, filament wound, pultruded)
This allows engineers and hobbyists to tailor the tube’s stiffness, strength, weight, and visual appearance.
3. MOQ, Lead Time, and Tooling Costs
If the manufacturer already has an existing mold:
- MOQ: 1–10 pieces
- Lead time: 7–15 days
If the diameter is non-standard and requires a new mold:
- Tooling cost applies (depends on diameter and length)
- MOQ: typically 30–100 pieces
- Lead time: 20–35 days, including new mold fabrication
This is why many Reddit users say large-diameter tubes are “expensive unless you buy in bulk.”
4. Alizn Mold Inventory: Easy to Check Standard Sizes
Every carbon fiber tube manufacturer has different mold sizes in stock. To make the process easy for buyers, ALIZN lists all available carbon fiber round tubes, square tubes, and carbon fiber rods directly on the website. Customers can quickly check whether their required size already exists:
- If the mold exists → no tooling cost
- If the mold does not exist → new tooling is required, which is usually not economical for small orders
For custom diameters, very large tubes, or special structural applications, ALIZN can provide engineering support, lamination design, and detailed manufacturing options.
8. Strength/performance of carbon fiber tubing in specific applications
(such as suspension and structural components)
On Reddit—especially in FSAE, robotics, aerospace, and engineering subforums—students frequently ask whether carbon fiber tubes can safely replace aluminum or steel components. It’s a common concern: carbon fiber feels light in the hand, so people assume it must be fragile. But when designed and manufactured properly, carbon fiber tubes offer exceptional structural performance, far beyond what their weight would suggest.
1. Material Strength Comparison
To understand why carbon fiber performs so well, it helps to compare it with traditional engineering metals. Below is a simplified comparison of tensile strength and specific strength (strength-to-weight ratio):
| Material | Tensile Strength | Specific Strength (Strength/Weight) |
|---|---|---|
| Carbon Fiber (High-strength UD) | 1,500–3,500 MPa | Highest |
| Aluminum 6061-T6 | ~310 MPa | Moderate |
| Aluminum 7075-T6 | ~550 MPa | High |
| Chromoly Steel (4130) | 700–1,000 MPa | Low (heavier) |
Carbon fiber’s ultimate tensile strength is often 3–6× higher than aluminum and 2–3× higher than steel, especially when comparing specific strength. In real-world applications—like suspension pushrods, control arms, robotic arms, and load-bearing structures—this high axial strength provides a major advantage.
2. Why Carbon Fiber Tubes Perform So Well in Suspension Applications
Carbon fiber tubes are usually manufactured with 0° unidirectional fibers for axial load, supported by ±45° and 90° layers to resist torsion and buckling. This laminate design directly matches the demands of suspension members:
- Axial loading (push/pull) → handled by 0° fibers
- Bending stiffness → controlled by tube diameter and wall thickness
- Torsion from cornering / steering inputs → improved with ±45° fibers
- Local crushing at rod ends → addressed using bonded inserts or aluminum end fittings
This is why professional motorsport (IndyCar, F2, WRC, LMP2) uses carbon fiber pushrods and control arms extensively.
So Is Carbon Fiber Strong Enough? Absolutely—When Designed Correctly
Carbon fiber tubes may be lightweight, but their structural strength is anything but weak. When manufactured with proper layup and paired with correctly bonded rod ends, carbon fiber suspension tubes can outperform aluminum and even steel in many scenarios.
For teams or engineering applications, the message is clear:
Carbon fiber tubes are not just “light.” They are seriously strong—and fully capable in suspension and structural applications when designed correctly.
9. Questions about manufacturing carbon fiber tubes (mold/mandrel)
Common Types of Mandrels Used for Carbon Fiber Tubes
Solid steel or aluminum mandrel: This is the most common and durable mandrel type. The surface can be polished or coated for easier release. It is suitable for straight tubes or cylindrical parts with moderate complexity. Advantages include high rigidity and stable dimensions. The drawback is that demolding requires an open end or a pulling/stripping process. Solid mandrels are widely used in roll-wrapping production lines for large-volume manufacturing.
Split mandrel (segmented mandrel): Composed of two or more sections that can be separated after curing. This design is ideal for long tubes, large diameters, or shapes that cannot be removed from either end. Split mandrels are commonly used in compression molding processes and offer excellent dimensional consistency.
Collapsible or inflatable mandrel (bladder mandrel): The inner structure can collapse or deflate after curing, making removal easy. This type is often used for thin-wall tubes, very small-diameter tubes, long tubes, or parts with complex internal shapes. It greatly simplifies the demolding process.
Soluble or sacrificial mandrel: Made from wax, salt, soluble plastics, or low-melting-point materials. After curing, the mandrel is dissolved or melted away. It is suitable for complex cross-sections or internal features that cannot be removed mechanically, but is typically used for small batches or prototype production.
Ceramic, PTFE-coated, or surface-coated mandrel: These mandrels have a low-adhesion coating such as PTFE or are made from high-temperature ceramic materials. They are used when a smooth internal surface and improved release performance are required.
Disposable or soft mandrel (foam or polymer mandrel): Mainly used for low-temperature curing or prototyping. The cost is low but the service life is short, making it suitable for sample production or early testing.
Best Mandrel Selection for Each Manufacturing Process
Reference processes from: carbon fiber tube manufacturing (filament winding, roll-wrapping, pultrusion, bladder molding, etc.).
Below is the recommended mandrel type for each process.
• Roll-wrapping (prepreg + oven/autoclave)
Best mandrels: solid metal mandrels (aluminum or steel), or split mandrels for larger tubes.
Reason: they withstand high temperature and pressure, keep precise roundness, and give excellent inner surface quality.
• Filament winding
Best mandrels: solid steel/aluminum mandrels for standard tubes; collapsible or soluble mandrels for complex shapes or when mandrel extraction is difficult.
Reason: winding tension requires high rigidity. Large diameters often need split mandrels.
• Bladder molding for tube structures
Best mandrels: inflatable bladder systems combined with a rigid mold shell.
Reason: the bladder ensures compact laminates and allows removal from complex shapes such as bends or tapered tubes.
• Pultrusion (continuous straight tubes)
Best mandrels: integrated heated steel dies, not removable mandrels.
Reason: this process does not use a traditional mandrel; instead, it uses a continuous closed die.
• Compression molding
Upper and lower steel or aluminum molds are suitable for curved or non-round cross-sections, such as oval tubes, flattened tubes, or 60-degree bent carbon fiber tubes.
Reason: these materials allow shaping internal geometries that are difficult to extract mechanically.
When is it cost-effective and economical to customize molds (and how to determine this)?
Production volume is the key factor:
The fixed cost of a custom mold (mandrel fabrication, polishing, coating, and testing) must be amortized through the profit of each produced part.
Break-even formula:
break-even quantity ≈ mold cost ÷ (unit cost reduction or additional margin gained per part after custom tooling)
Example: If the mold costs USD 2,000 and each part provides USD 20 in additional profit or cost savings after tooling, the break-even point is approximately 100 pieces.
Complex geometry or strict tolerances:
When the customer’s drawing includes non-standard features (such as a 60° bent tube, flattened sections, internal grooves, or extremely tight tolerances) and no existing mold can meet these requirements, a dedicated mold becomes necessary. This is economical only for medium-to-large production runs or high-value applications such as aerospace, optical systems, or precision instruments.
Long-term or repeat orders:
If the customer or market demand is stable and repeat orders are expected, investing in a custom mold significantly reduces unit cost and improves dimensional consistency.
High-value or high-performance components:
For parts requiring higher material grade, specific layup orientation, superior surface quality, or demanding thermal and mechanical performance, a custom mold ensures consistent quality and minimizes rework costs.
10. Why Are Carbon Fiber Tubes So Expensive (or Cheap)?
Many Reddit users are surprised that carbon fiber tubes can be extremely expensive in some cases, yet very affordable in others. From a manufacturer’s perspective, the price of a carbon fiber tube is the result of multiple cost drivers: raw material grade, production method, tooling, processing time, scrap rate, and quality control requirements. The final price can vary widely depending on how these factors interact.
1. Raw Material Cost and Fiber Grade
Carbon fiber itself is an expensive material, but not all fibers cost the same. High-modulus or aerospace-grade fibers such as T700, T800, and M-series fibers are significantly more expensive than standard fibers. Prepreg (pre-impregnated) materials cost more than dry fabrics because they offer higher performance, but they require cold storage and controlled handling. Resin systems also affect cost: tougher, higher-temperature resins add strength but increase material price.
2. Manufacturing Process and Labor Time
Different production processes affect cost dramatically.
• Roll-wrapping using prepreg produces high-quality tubes but requires skilled labor, vacuum bagging, and autoclave or oven curing.
• Filament winding is more automated but needs specialized winding equipment and precise mandrels.
• Pultrusion is the cheapest because it is continuous and highly automated, but only straight constant-profile tubes can be made.
• Bladder molding for bent or complex shapes increases labor hours and waste, raising price.
The more manual steps involved, the higher the labor cost and final price.
3. Mandrels and Tooling
Tooling has a major impact on cost. Standard diameters are cheap because the manufacturer already owns the mandrels. Non-standard sizes, such as 130 mm OD, oval shapes, 60-degree bent tubes, or special tolerances require custom tooling. Tooling cost must be amortized across the order quantity. For small batches, this makes custom tubes very expensive compared to standard sizes.
4. Scrap Rate and Quality Requirements
Carbon fiber manufacturing includes material waste: prepreg off-cuts, resin loss, trimming, sanding, and rejected parts. High-precision or aerospace-quality inspection requirements increase scrap rate because any defects (voids, wrinkles, porosity, or fiber distortion) lead to rejection. More scrap means higher cost per acceptable part.
5. Economies of Scale
Small orders cost more because setup time (tool preparation, cutting, layup, curing, demolding, trimming, inspection) is the same whether the customer orders 1 piece or 100 pieces. Larger batches spread fixed costs over more units, reducing unit price significantly. Standardized sizes are cheaper because the factory produces them in volume, keeps mandrels permanently, and has optimized the process.
6. How to Reduce the Unit Price
Customers can lower cost in several ways:
• Choose standard tube sizes instead of custom diameters
• Increase order quantity to benefit from scale
• Use lower-cost processes such as pultrusion when performance requirements allow
• Avoid extremely tight tolerances unless necessary
• Select standard layups rather than custom fiber orientations
By aligning requirements with existing manufacturing capabilities, customers can reduce cost without sacrificing performance.
Final Thoughts
As composite material experts, we are willing to provide you with critical assistance. The correct judgment now avoids cost overruns, delays, and disappointing results later.
Need advice on your custom carbon fiber part? Reach out to our team for expert guidance.



